Как можно уменьшить ширину пропила
Обработка дерева и металла
На круглопильных станках применяют круглые пилы диаметром до 800 мм и толщиной до 2,5 мм. На форматных станках кроме пил устанавливают фрезы.
В зависимости от профиля круглые пилы разделяют на плоские (рис. 1, а, б), у которых толщина диска одинакова по всему сечению, и на пилы «с поднутрением», т. е. с утолщенной периферийной частью диска (рис. 1, в). Пилы с поднутрением называют строгальными. Применяют также пилы, на кончики зубьев которых напаяны пластинки из твердого сплава (рис. 1, г).
Пилы с пластинками из твердого сплава широко применяют в деревообрабатывающей промышленности для обработки заготовок мебели, раскроя и опиловки плит, фанеры, облицованных щитов, для распиловки цельной и клееной древесины. Стойкость зубьев таких пил в 30 — 40 раз выше стойкости зубьев пил из легированных сталей. Диаметр пил от переточки уменьшается незначительно. Ширина пропила при пилении инструментом с пластинками из твердого сплава несколько превышает ширину пропила, полученную при пилении обычными пилами, но это (особенно при раскрое листовых материалов) не имеет большого значения, кроме того, соответствующая подготовка пил с пластинками из твердого сплава (шлифование боковых граней пластинок после их припаивания) позволяет получить поверхность пропила высокого качества, что компенсирует потери древесины на опилки.
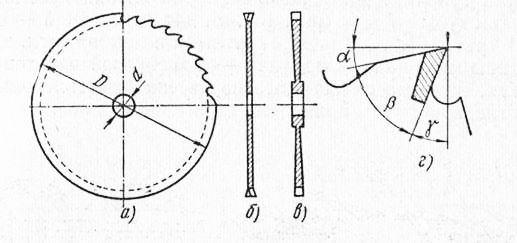
Внешним диаметром D круглых пил называют диаметр окружности, проведенной по вершинам зубьев. Каждая круглая пила имеет внутреннее отверстие для установки ее на пильном валу. Диаметр этого отверстия является внутренним диаметром d пильного диска, он должен соответствовать диаметру пильного вала. Между пильным валом и отверстием допускается зазор не более 0,1 — 0,2 мм.
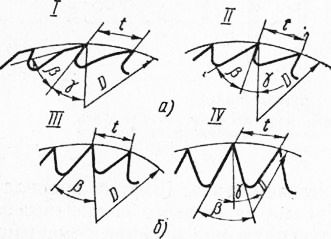
Станочник выбирает пилу в зависимости от обрабатываемого материала. Например, при раскрое древесностружечных и древесноволокнистых плит применяют пилы с пластинками из твердого сплава или с мелкими зубьями. Для продольной распиловки используют пилы с профилем зубьев I w II (рис. 2, а), для поперечной — с профилем III и IV (рис. 2, б). Диаметр круглых пил выбирают в зависимости от толщины материала, а профиль — от требуемой шероховатости пропила. Так, если поверхность предназначена для склеивания (например, на гладкую фугу), применяют строгальные пилы.
Следует пользоваться пилами наименьшего диаметра для данных условий распиловки, так как это позволяет снизить расход мощности, уменьшить ширину пропила и развод зубьев. Пилы малых диаметров устойчивее в работе, дают лучшее качество поверхности пропила, зубья их легче затачивать, облегчается и правка пил.
Требования, которым должны удовлетворять круглые пилы, следующие:
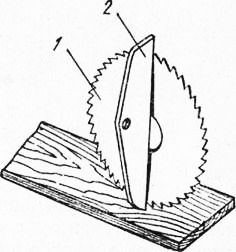
1. Полотно пилы должно быть проковано, т. е. его центральная часть несколько ослаблена путем ударов молотком с обеих сторон писка, уложенного на наковальню. Проковывать нужно плоские пилы, имеющие диаметр 250 мм и больше. Правильность проковки определяют поверочной линейкой, укладывая ее на диск по направлению радиусов (рис. 3). Между линейкой и пильным диском в центральной его части должен быть просвет, одинаковый при любом положении линейки. В случае плохой проковки при одном положении линейки между ней и диском получается просвет, при другом просвет отсутствует или появляется выпуклость.
Величина просвета характеризует вогнутость пилы и зависит от ее диаметра и толщины.
Необходимость проковки пил объясняется условиями их работы. В процессе пиления зубья пил, соприкасаясь с древесиной, нагреваются и,если середина пилы не ослаблена проковкой, пильный диск искривляется. Если искривление значительное (переходит границы упругих деформаций), то форма диска не восстанавливается даже при его охлаждении. При правильной проковке венец дисковой пилы, нагреваясь, несколько увеличивает свои размеры за счет ослабленной середины. Такая пила устойчива в работе.
2. Зубья плоской пилы необходимо разводить, т. е. их кончики должны быть поочередно отогнуты: одного зуба в правую сторону, соседнего — в левую. Величина развода на одну сторону составляет 0,3 — 0,5 мм. Меньший развод имеют пилы, предназначенные для продольной распиловки сухой древесины и древесины твердых лиственных пород, больший — пилы для распиловки свежеспиленной древесины хвойных и мягких лиственных пород.
Развод зубьев можно заменить их плющением. При плющении ширина зубьев, которым придается форма лопаточки, увеличивается. Плющеные зубья более устойчивы и меньше затупляются, чем разведенные; расход энергии при их применении сокращается на 12- 15%.
3. Зубья пил должны быть остро заточены. Крупные заусенцы и завороты кончиков не допускаются. Зубья пилы для поперечной распиловки должны иметь косую заточку под углом 40° для мягких пород древесины, 60° — для твердых, а их вершины должны отстоять одна от другой и от центра диска на одинаковом расстоянии.
4. Пилы, имеющие хотя бы один сломанный зуб или трещины на периферийной части диска, считаются бракованными, устанавливать их на. станке запрещается.
Прежде чем установить пильный диск, тряпкой или концами тщательно очищают шайбы и шейку вала и проверяют опорные поверхности шайб. При обнаружении даже незначительных выступов на опорной поверхности шайбы заменяют.
Если диаметр внутреннего отверстия пилы превышает диаметр пильного вала больше чем на 0,1 — 0,2 мм, для точной установки пил следует применять вставные втулки. На валу пилу закрепляют с помощью шайб’и гайки.
Пилы круглые плоские для поперечного пиления с разводом зубьев (рис. 1, а, б) используют для предварительного торцевания детали, так как высокое качество распиловки здесь не требуется. Для закрепления на шпинделе пила имеет посадочное отверстие, диаметр d которого зависит от диаметра диска D и толщины пилы Ь. Число зубьев пилы должно быть 48, 60 или 72. Профиль зубьев для поперечного пиления показан на рис. 1, б. Зубья должны иметь боковую косую заточку по передней и задней граням, а также отрицательный передний контурный угол, равный минус 25°.
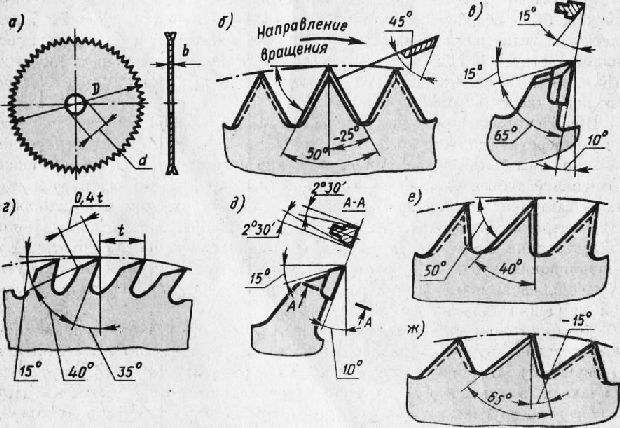
При этом угол заострения боковых режущих кромок зуба, измеренный в нормальном сечении к кромкам, должен быть 45° при распиловке хвойных пород древесины и 55° при распиловке твердой древесины. Пилы круглые с пластинами из твердого сплава применяют для поперечной обработки. Зубья пил делают с наклонной задней поверхностью, как показано на рис. 4, е. В зависимости от наклона, если смотреть на зуб спереди, различают пилы, левые, правые или с симметричным чередующимся наклоном.
Пилы для продольного пиления цельные стальные показаны на рис. 4, г. а с пластинами из твердого сплава — на рис. 4, д. Пилы круглые для смешанного пиления должны иметь зубья, передний контурный угол которых равен 0° (рис. 4, е).
Если требуется высокое качество пиления, используют строгальные пилы с отрицательным передним углом (рис. 4, ж), а также твердосплавные пилы с чередующимся симметричным наклоном задней поверхности зубьев.
Подготовка к работе круглых плоских пил включает правку, заточку и развод зубьев. Пилы после подготовки к работе должны удовлетворять следующим требованиям. Количество зубьев и их профиль должны соответствовать виду распиловки. Диск пилы должен иметь плоскую форму. Отклонение от плоскостности (коробление, выпучины и др.) на каждой стороне диска диаметром до 450 мм должно быть не более 0,1 мм. Плоскостность пилы проверяют поверочной линейкой или на специальном приспособлении.
Шероховатость торцовых поверхностей пил и поверхностей посадочного отверстия должна быть мкм. Режущие зубья заточенной пилы должны быть без заусенцев, надломов и заворотов. Заусенцы с боковых граней зубьев удаляют мелкозернистым шлифовальным бруском. Качество заточки пил проверяют универсальным угломером или шаблоном для контроля угловых элементов зубьев. Вершины зубьев должны располагаться на одной окружности с отклонением не более 0,15 мм. Для, выравнивания зубчатого венца по высоте и ширине зубья пил фугуют, т.е. сошлифовывают материал с кончиков наиболее выступающих зубьев при вращении пилы на рабочей частоте.
После заточки зубья стальных пил разводят. При этом отгибают кончики соседних зубьев в разные стороны на 1/3 их высоты (отсчитывая от вершины). Величину отгиба каждого зуба (развод на сторону) устанавливают в зависимости от режима резания и пород древесины. Для поперечного пиления пилами диаметром 500 мм развод на сторону должен быть 0,3 мм для сухой древесины и 0,4 мм для древесины влажностью свыше 30%. Точность развода зубьев контролируют индикаторным раз-водомером или шаблоном. Допускаемое отклонение ±0,05 мм.
Подготовка к работе круглых пил с пластинами из твердого сплава заключается в припайке пластин, заточке и доводке зубьев. Кроме того, они должны быть отбалансированы. Неуравновешенность дисков вследствие неравномерной их толщины может вызвать потерю устойчивости пильного диска во время работы, сильное биение шпинделя и неудовлетворительное качество распиловки.
Прочность припайки проверяют, испытывая пилы вращением при окружной скорости зубьев не менее 100 м/с. Заточку и доводку пил, оснащенных пластинами из твердого сплава, выполняют на полуавтоматах повышенной точности и жесткости. Предварительно заточку производят абразивными (карборундовыми), а чистовую заточку и доводку — алмазными кругами.
Статическую балансировку пил осуществляют на специальном приспособлении. Неуравновешенность диска характеризуется остаточным дисбалансом, который равен произведению неуравновешенной массы на величину ее смещения относительно оси вращения (эксцентриситет). Величина остаточного дисбаланса зависит от диаметра диска пилы.
Виды и размеры пил.
Форма зубьев круглых пил зависит от направления резания и твердости распиливаемой древесины. Для продольного пиления применяют зубья косоугольные с прямой, ломаной (волчий зуб) и выпуклой спинкой; для поперечного пиления — равнобедренные (симметричные), несимметричные и прямоугольные.
Зубья с ломаной и выпуклой спинкой устойчивее, чем с прямой, поэтому пилы с такими зубьями применяют для пиления древесины твердых пород. Древесину хвойных и мягких лиственных пород можно пилить пилами, имеющими зубья с прямой спинкой. На рис. 31 показан способ определения углов зуба круглой пилы.
пиления — прямая сплошная, у пил для поперечного пиления — косая через зуб под углом 65 — 80° к плоскости пилы.
Особым видом круглых пил являются строгальные пилы. Их применяют для получения чистого распила, не требующего строгания.
Толщина строгальной круглой пилы от зубчатого венца к центру на протяжении 2/3 радиуса постепенно уменьшается под углом 8 — 15°. Поэтому зубья пилы не разводят; режущими кромками у зубьев являются передняя короткая и боковые. Зубья у строгальных пил групповые, или, как говорят, насечены «гребешками». В каждой группе (гребешке) имеется крупный «рабочий» зуб с углом заострения в 45°. Этот зуб и производит резание древесины. За рабочим зубом расположено от 3 до 10 мелких зубьев с углом заострения в 40°. Форма зубьев у строгальных пил для продольного и поперечного пиления различная.
Промышленностью выпускаются строгальные пилы диаметром от 100 до 650 мм, толщиной у зубчатого венца от 1,7 до 3,8 мм. Строгальные пилы за последние годы получают все большее и большее применение.
Установка и крепление круглых пил. Круглую пилу крепят на рабочем валу при помощи двух зажимных шайб (фланцев), из которых одна обычно вытачивается вместе с валом; ее зажимная плоскость строго перпендикулярна валу. Вторую шайбу затягивают гайкой в сторону, противоположную вращению пилы, для предотвращения ее отвертывания в процессе работы.
Шайбы не должны выступать над плоскостью рабочего стола.
Гайка должна быть затянута крепко до отказа. Установленная в станок пила при легком постукивании по ней должна издавать звонкий, чистый звук.
Высота пропила при работе круглой пилой примерно равна 1/3 диаметра пилы.
При выборе пилы в зависимости от толщины предназначенного к распиливанию материала можно руководствоваться следующими соотношениями (размеры в мм):
толшина материала: 60 80 100 120 140 160 200 220 240 260 диаметр пилы: 200 250 300 350 400 450 500 600 650 700
Такие соотношения толщины распиливаемого материала и диаметра пилы правильны при прямолинейном надвигании материала на пилу или пилы на материал. Если же надвигание пилы на материал происходит по дуге, как, например, в маятниковой пиле, диаметр пилы должен быть больше.
Требования, предъявляемые к круглым пилам, и уход за ними.
Пильный диск должен быть хорошо отшлифован, не иметь трещин, выпучин и ожогов. Зубья должны быть остро отточены и равномерно разведены; на них не допускаются заусенцы, зажоги. Зубья станочных пил для продольного раскроя нередко вместо развода расклепывают или расплющивают, т. е. уширяют их концы (вершины) ударами или давлением. Для этого применяют специальные расклепники и плющилки. Расклепку и плющение зубьев в большинстве случаев делают у больших круглых и широких ленточных пил.
При работе хорошо отшлифованным диском уменьшается трение между диском и опилками, попадающими в пропил, поэтому диск меньше нагревается.
В случае сильного нагрева диск может покоробиться. На нем образуются выпучины, которые будут быстро нагреваться, в результате чего происходит местный отпуск стали, возникают так называемые ожоги. Такие ожоги можно определить по их более темному цвету, наложением на пилу линейки или же на ощупь.
Пила с ожогами для работы не пригодна, ее нужно выправить проковкой.
Проковка круглой пилы производится с обеих сторон на наковальне слесарным молотком-ручником. Проковывают части диска, окружающие ожог (выпучину), а не самый ожог. Проковку начинают с участков, наиболее отдаленных от ожога, постепенно приближаясь к нему и постепенно уменьшая силу ударов. Выправленный диск должен быть совершенно ровным.
У круглой пилы часто наблюдается растяжение по зубчатому венцу, вызывающее ослабление растянутых участков. Такая пила не дает прямого пропила, она, как говорят, «зарезает».
Растяжение устраняется рихтовкой, т. е. проковкой пилы в средней кольцевой части по направлению от шайб к зубчатому венцу. Этим достигается некоторое удлинение средней кольцевой части пилы. Рихтовку время от времени повторяют. Делают рихтовку на строганой чугунной плите ручником, подбираемым по весу из расчета 1 кг на 300 им диаметра пилы.
Если пила имеет только одну небольшую трещинку, то в случаях, когда заменить ее вполне исправной пилой невозможно, в конце трещины просверливают небольшое отверстие; этим предупреждают увеличение трещины в длину — такой пилой можно продолжать работу. Однако подобная мера всегда является вынужденной, временной, прибегать к ней постоянно нельзя.
Круглопильные станки промышленность выпускает с выбалан-сированными вращающимися частями. Выбалансированы и пилы. Однако в дальнейшем выбалансированность может нарушаться вследствие стачивания пил, по причине замены некоторых деталей станка (рабочего вала, шайб, гаек).
Выбалансированность пил проверяют на параллельных горизонтальных балансировочных ножах. Уложенный на ножи рабочий вал с насаженным на него пильным диском повертывают рукой вокруг оси вращения, останавливая его в различных положениях по окружности. Если вал с диском при всех таких остановках остается неподвижным в приданном ему положении, то его считают выбалансированным. Если же вал делает еще какое-то дополнительное вращательное движение, то это говорит о его недостаточной выбалансированности.
У тебя проблема с домашними заданиями? Попроси о помощи!
Хочу завести аккаунт!
Проанализируйте свой образ жизни. Вполне возможно, что он малоподвижен и в сочетании с неправильным питанием является тем фактором, который ведет к увеличению объемов. Заведите дневник питания, в него записывайте все, что съели за день. Вполне возможно, что вы обнаружите некоторое количество лишней еды. Если же вы не можете отказаться от перекусов, замените чипсы и бутерброды на полезные фрукты и овощи.
Физические нагрузки очень важны для придания фигуре красивых форм. Однако если вы хотите именно уменьшить объемы, то будьте осторожны с силовыми нагрузками. С их помощью не только уменьшаются жировые отложения, но и увеличивается объем мышц. А это не всегда то, что нужно. Для уменьшения объема жира в организме используйте аэробные нагрузки, такие как бег, езда на велосипеде, бассейн, некоторые виды аэробики.
Не пренебрегайте салонными методами похудения. Это массаж, обертывания, которые не только способствуют расщеплению жировых отложений и выводу продуктов распада из организма, но и подтягивают кожу, делая ее упругой и эластичной.
Сегодня особенно популярными становятся аппаратные методы коррекции фигуры. С их помощью происходит избавление от целлюлита, повышение тонуса кожи. К таким процедурам относятся ультразвук и миостимуляция, лимфодренаж и электролиполиз, вакуумный массаж и микротоки. Следует понимать, что применение лишь одной методики не дает видимых результатов, так как она направлена на устранение какой-либо одной проблемы. Тогда как уменьшение объемов тела предполагает решение целого комплекса проблем. Наилучшие результаты достигаются при сочетании нескольких аппаратных методов с ручным массажем, обертываниями и мезотерапией.
Помните, что резкое снижение веса может сильно навредить вашему здоровью. Оптимальным будет снижение веса на 3 кг в месяц. В таком случае организм не получит стресса, а кожа сможет восстановиться до нужных объемов.
Пиление древесины ленточными пилами
Рекомендации по выбору и эксплуатации
Столярные станки предназначены для криволинейного распиливания заготовок по карандашной линии с ручной подачей или по шаблонам; у некоторых станков возможна механическая подача.
Делительные станки предназначены для ребрового деления горбылей и досок. Станки оснащены механизированной подачей, которая выполняется вертикальными вальцами или конвейерногусеничным механизмом; чаще всего такой подачей обеспечиваются сдвоенные (сблокированные вместе) станки.
Бревнопильные станки предназначены для поштучного раскроя бревен. Распиливаемое бревно базируется и фиксируется на подающей тележке, снабженной приводом, которая устанавливается на рельсовый путь. У сдвоенных ленточнопильных станков могут быть разные принципы подачи бревен.
Получившие значительное распространение за последние два десятилетия горизонтальные ленточнопильные станки, в которых используются пильные шкивы диаметром до 500 мм, а также узкие бревнопильные ленточные пилы, которые применяют для индивидуального раскроя бревен на пиломатериалы или для деления широких горбылей (в этой статье мы их не рассматриваем, поскольку информации по таким станкам и режущему инструменту довольно много).
В отечественном и мировом лесопилении в последние годы просматривается четкая тенденция: все больше предприятий переходят на пиление ленточными пилами. Соотношение цен обрезных досок естественной влажности и сырья, из которого их получают (примерно 3:1), как на внутреннем, так и на мировом рынке заставляет лесопильщиков бороться за повышение выхода пилопродукции из распиливаемых бревен. Выход пилопродукции является важнейшим фактором, определяющим экономическую эффективность производства. Теоретические расчеты показывают, а практика лесопиления подтверждает, что повышение выхода пилопродукции хотя бы на 1% увеличивает прибыль на 4-6% и уменьшает себестоимость продукции более чем на 2%. Для многих лесопильщиков как в России, так и за рубежом давно очевидно, что наилучшие экономические показатели достигаются при пилении толстомера ленточными пилами. И особенно хорошо этот эффект заметен при пилении пиломатериалов спецназначения, например, пиломатериалов с радиальным и тангенциальным распилом, резонансных пиломатериалов, дорогой и экзотической древесины.
Ленточные пилы
Таблица 1. Размеры и маркировка пил типа 2 по ГОСТ 6532-77
Таблица 2. Размеры и маркировка пил типа 3 по ГОСТ 6532-77
В качестве примера современных производителей ленточных пил назовем российский ГМЗ (Нижний Новгород) и известную шведскую фирму «Сандвик». На ГМЗ изготавливают пилы только из стали марки 9ХФ, тогда как в Европе марок стали, из которых производят пилы, десятки.
Пилы ленточные узкие типа 1 предназначены для прямолинейной и криволинейной продольной и поперечной распиловки пиломатериалов на ленточных столярных станках (рис. 1.1 а, б).
Пилы ленточные широкие с зубьями нормального профиля (ГОСТ 6532-77, тип 2) предназначены для прямолинейной продольной распиловки пиломатериалов по толщине на ленточных делительных станках. Принципиальная конструкция таких ленточных пил представлена на рис. 1.2в, а основные размеры приведены в табл. 1.
Пилы ленточные широкие с удлиненной впадиной (ГОСТ 6532-77, тип 3) предназначены для прямолинейной продольной распиловки пиломатериалов по толщине на ленточных делительных станках с высотой пропила более 100 мм. Конструкция пил представлена на рис. 1.2в, а основные размеры приведены в табл. 2.
Пилы ленточные для распиловки бревен и брусьев (ГОСТ 10670-77) применяются на вертикальных ленточнопильных станках.
Пример заказа: пила ленточная 3405-0003 ГОСТ 10670-77.
Широкие ленточные пилы типоразмера 200 для распиловки древесины
Изготовлены из холоднокатаной, закаленной и отпущенной правленой полосы с полированной поверхностью. Поставляются в рулонах заданной длины или сваренными в петли заданной длины. Форма зубьев S, LS, SB или O.
Зубья заточены или не заточены, не разведены, плющены или разведены. Натяжение выполнено в соответствии со стандартами страны, в которую осуществляется поставка.
Форма зуба S. Высота зуба составляет около 40% от шага. Используется при шаге зуба 20 или 25 мм.
Форма зуба LS. Высота зуба составляет около 30% от шага, что обеспечивает хорошую поперечную устойчивость зуба. Может использоваться при шаге зуба от 30 мм и выше.
Форма зуба SB. Высота зуба составляет около 30% от шага. Зуб этой формы разрывает волокна, что облегчает удаление опила. Применяется при распиловке мерзлой древесины.
Мы рассказали только об одном типе ленточных пил, которые изготавливаются из специальных сталей и подготавливаются по особым технологиям, у которых свои профили зубьев, параметры закалки и отпуска. А ведь есть еще несколько типов лент, различающихся как по профилям и форме зуба, так и по применению.
Выбор размеров пилы
Пиление на ленточнопильном станке производится ленточной пилой. Замкнутая пильная лента надета на приводной и натяжной шкивы и проходит между направляющими роликами.
Пильная лента продается как в кольце, так и в рулоне. Для получения замкнутого кольца ленты ее длина отмеряется из рулона, отрубается и концы свариваются.
При сварке новой ленты необходимо учитывать, что лента в процессе работы может рваться, на ней могут появляться трещины, которые, как правило, вырубают, а ленту сваривают заново, поэтому у новой пилы длина должна быть в пределах того максимума, который позволяет установить пилу на станок. Необходимая длина пильной ленты по рис. 3 равна, мм:
Толщина ленты. Пила от изгиба на шкивах получает наклеп, и в зонах концентрации напряжений в ленте могут появиться трещины, которые приводят к разрыву ленты.
Если предел прочности ленты на разрыв составляет от 700 до 800 МПа, минимальный коэффициент запаса прочности равен 2, а суммарные напряжения в пиле от предварительного натяжения, центробежных сил и сил резания достигают 150. 200 МПа, то напряжение от изгиба ленты на шкивах не должно превышать 200 МПа. Тогда при модуле упругости стали Е = 200 000 МПа можно воспользоваться зависимостью
Отсюда получаем S = 0,001D. Обычно принимают S = 0,0007. 0,001D.
Ширина ленты. Для столярных станков ширину ленты выбирают по технологическим показателям, например, минимальному радиусу криволинейной заготовки. Для бревнопильных и делительных станков ширину пилы выбирают с учетом ширины шкива, плюс высота зуба, плюс 3. 5 мм, так, чтобы при установке пилы на шкивы зубчатый обод пилы выступал за пределы шкива.
Если зубья будут отогнуты около основания, то линия основания зубьев пилы будет волнистой и в пазухах зубьев могут образоваться трещины от нагрузок при пилении.
В основном (за исключением узких лент), плющение зубьев пил, а также формование кончика зуба и заточку производят на специальном автоматическом или полуавтоматическом оборудовании. Имеются также ручные плющильные и формовочные машинки.
Шаг зубьев пил. При выборе шага зубьев столярных ленточных пил нужно руководствоваться требованиями качества поверхности пропила. Чем меньше шаг пилы, тем выше качество пропила.
Если требуется большая производительность, а качество поверхности не играет никакой роли, то все наоборот, так как увеличение шага зубьев пилы ведет к уменьшению усилия резания и повышению скорости подачи при одинаковых всех прочих показателях.
Расчет межзубной впадины ленточной пилы
Расчет межзубной впадины позволяет проверить правильность выбора ленточной пилы по объему межзубной впадины (V) и подаче на зуб (uz) или по фактической скорости подачи в процессе пиления, а также в случае резкого ухудшения процессов пиления, частых обрывов лент.
При движении зуба пилы из точки входа в лесоматериал до точки выхода из него пила превращает в стружку (опилки) объем древесины, который можно рассчитать по формуле, мм 3 :
Опилки попадают в межзубные впадины, уплотняются в них и выносятся из пропила. Средний объем уплотненных опилок, приходящихся на одну межзубную впадину, определяется по формуле, мм 3 :
Объем межзубной впадины для стандартных зубьев вычисляется по формуле, мм 3 :
Учитывая, что пила в пропиле работает стабильно до тех пор, пока межзубная впадина вмещает весь объем опилок и они не уходят в зону между стенками пропила и телом пилы (что приводит к повышенному трению, нагреву пилы и потере ею устойчивости), а также приравняв объем межзубной впадины и объем спрессованных опилок, получим:
Таким образом, производительность процесса пиления, выражаемая через подачу на зуб, ограничена шагом зубьев пилы и высотой пропила.
Почти всегда, используя эти формулы, можно проверить правильность выбора профиля зуба и межзубной впадины. Особенно это актуально в тех случаях, когда возникают проблемы с эксплуатацией ленточных пил (например, когда образуется множество трещин во впадинах зубьев пил, происходит снижение прямолинейности пропила и т. п.). Площадь межзубной впадины можно также быстро вычислить при наличии ленты, листа миллиметровой бумаги и остро отточенного карандаша.
Каждый опытный технолог, работающий в области лесопиления, знает, что фактическую подачу на зуб всегда можно определить по рискам на поверхности полученного пиломатериала.
Подставив в формулу θt 2 = uzHδ средние значения коэффициентов θ и δ, получим формулы для расчета подачи на зуб стандартных пил по заполнению впадин опилками при пилении ленточными пилами:
Расчет скорости подачи в зависимости от качества поверхности пиломатериалов
Скорость резания при пилении ленточной пилой равна окружной скорости приводного шкива:
Скорость подачи u, м/мин, находят по формуле:
Срок службы пилы
В этой публикации мы рассмотрим только дорогостоящие пилы многократного использования, которые требуют тщательного обслуживания и подготовки. Всегда следует строго соблюдать инструкцию по эксплуатации пилы, выданную продавцом этих пил.
В процессе работы пилы в пазухах ее зубьев образуются усталостные микротрещины. Для предотвращения их развития и разрыва полотна следует каждый раз, когда станок останавливается на перерыв, ослаблять натяжение пилы на шкивах. Это особенно важно делать в холодное время года, когда горячая натянутая пила быстро остывает и укорачивается, в ней возникает дополнительное натяжение, что может привести к разрыву полотна. Через каждые 2-4 часа работы пилу надо снимать со станка и вывешивать на специальных приспособлениях или выкладывать на полу участка пилоточки на отдых на 24 часа.
При заточке по всему профилю зубьев, в том числе и в межзубной пазухе, срезается тонкий слой металла. При этом профиль зубьев сохраняется, а в их пазухах удаляются микротрещины.
Во избежание прижогов металла зубьев при заточке используют специальную охлаждающую жидкость. После заточки обязательно надо удалить заусенцы, например, с помощью деревянного бруска или специальной шарошки, иначе заусенцы будут провоцировать образование микротрещин.
В течение 24-часового перерыва в металле полотна пилы происходит релаксация напряжений; напряжения по сечению пилы выравниваются, хотя, конечно, и не возвращаются в то состояние, в котором они находились до начала эксплуатации пилы. При возобновлении эксплуатации этой пилы в ней снова возникают микротрещины.
Рано или поздно полотно порвется. Трудно с определенностью сказать, как долго сможет прослужить перезаточенное полотно по сравнению с новым.
Полотно перезаточенной пилы может порваться вскоре после перезаточки, и причин этому может быть немало:
Обслуживание пильных лент
На любом производстве стремятся свести затраты на режущий инструмент к минимуму. Для этого важно обеспечить систематическое и полное восстановление режущих способностей эксплуатируемых пил. Как уже говорилось, пила должна находиться в работе не более 2-4 часов и после этого сутки висеть на специальных подвесах.
Процесс ухода и обслуживания ленточных пил включает в себя следующие операции.
Очистка и контроль. Эту работу рекомендуется производить на специальном столе. Чтобы удалить опилки и смоляные отложения, ленту пилы моют керосином (уайт-спиритом).
Важно не поцарапать ленту при очистке. Впадины и зубья можно очистить щеткой. Для обнаружения трещин следует пользоваться лупой. Обнаруженные трещины и дефектные зубья помечаются мелом.
Устранение трещин и восстановление дефектных зубьев. Распространение трещин во впадинах можно приостановить разными способами. Увеличение трещины длиной менее 10 мм можно приостановить кернением: в конце трещины на обеих сторонах ленты с помощью керна делают лунки небольшого радиуса.
Мелкие трещины можно устранить стачиванием слоя металла напильником или шлифовальным кругом при заточке. При этом обработанные поверхности, особенно во впадинах, должны быть гладкими.
Дефектные зубья обрабатывают напильником или шлифовальным кругом, стремясь восстановить их первоначальный профиль. В случае поломки одного или нескольких зубьев к полотну приваривают кусок ленточной пилы, соответствующий форме зубьев.
Заточкой доводят зуб до точных параметров. На широких лентах дефектный кусок обрубают на гильотине, и снова сваривают ленту в кольцо.
Соединение концов ленты. Концы ленты выравнивают и соединяют методом сварки с помощью различных сварочных аппаратов, например АСЛП-18, АСЛП-23 (для лент шириной 175 и 230 мм соответственно), BAS 050 фирмы Ideal-Werk (Германия). Сварка ленточных пил шириной 5. 300 мм на сварочных аппаратах производится контактным способом в стык с последующим отжигом постоянным током. В конструкции аппаратов предусмотрена возможность плавного (с большой точностью) регулирования тока сварки и температуры отжига.
Вальцевание. В ленточной пиле шириной более 60 мм методом вальцевания должно быть создано предварительное напряженное состояние. Средняя зона ширины полотна должна быть растянута. Причем в зависимости от профиля шкива станка (прямого или бочкообразного) вальцовка производится по-разному.
Правка. С помощью этого метода устраняют поперечную покоробленность пилы, крыловатость, поперечные изгибы, отгиб задней кромки, скручивание полотна и местные дефекты (изгиб, выпучины, тугие и слабые места).
Развод или плющение зубьев.
Заточка зубьев. Различают предварительную и окончательную заточки зубьев ленточных пил.
Кроме того, при предварительной заточке окончательно удаляют остатки расплющенных кончиков зубьев и готовят зубья к повторному плющению.
Для заточки используются абразивные корундовые круги типа 1 (ПП) или 3П, рекомендованные производителями пил.
При заточке невозможно избежать появления заусенцев, поэтому ленту надо установить так, чтобы заусенцы образовывались на внутренней стороне кольца, где при изгибе на пильном шкиве возникают напряжения сжатия.
Ремонт пил. При ремонте пил выполняют локализацию трещин, вырезку дефектных зон и вставку новых кусков ленты.
Локализации подвергают трещины длиной не более 10. 15% ширины пилы, но не более 15 мм. Для того чтобы трещина не распространялась глубже, в ее конце в полотне просверливают отверстие диаметром 2. 2,5 мм.
При наличии в полотне группы (4-5 шт.) трещин, находящихся на участке длиной 400-500 мм, это дефектное место полотна вырезают (причем его длина должна быть не менее 500 мм), а на его место ставят новый отрезок и соединяют его с полотном методом сварки. При этом важно, чтобы профиль и шаг зубьев не изменились.
Для очень широких пил длина куска, вставляемого (ввариваемого) взамен удаленного, должна быть больше на величину усадки при сварке лент.
Но пилоточи часто это не приветствуют и выбраковывают подобные пилы.
Готовую к работе ленту нужно 20-30 мин. погонять на холостом ходу на ленточнопильном станке.



