Угол конуса конических поверхностей контролируют нерегулируемыми (жесткими) (рис. 1, а) или регулируемыми угловыми шаблонами (рис. 1,б). Точность угла конуса определяют по зазору между конической поверхностью и шаблоном: если обнаружен зазор у большого основания, то угол конуса меньше заданного, если зазор у малого основания, то угол конуса больше заданного. Угол конуса измеряют универсальным угломером (рис. 1, в).
В условиях единичного производства широко применяют контроль конусов «на краску». Контрольный конус с нанесенной на его поверхность полоской краски сопрягают с контролируемой деталью. После проворачивания конуса относительно сопрягаемой детали полоска краски стирается в местах наиболее плотного соприкосновения конических поверхностей, что позволяет судить о полноте сопряжения поверхностей, т. е. о точности обработки. В серийном и массовом производстве конические поверхности контролируют предельными конусными калибрами: пробками и втулками. Расстояние между рисками или размер уступа на торце калибра (т) соответствует допуску на конусность. Если одна риска на пробке зашла в контролируемое отверстие, а вторая не вошла, то конус правильный. Аналогично для калибра-втулки с уступом: если торец контролируемого конуса окажется» в пределах рисок на уступе, то конус правильный. Более точный контроль конусов при помощи специальных
Углы и конусы. Методы и средства измерений и контроля углов и конусов.
Существуют следующие методы измерений и контроля углов и конусов:
— метод сравнения с жесткими контрольными инструментами — угловыми мерами, угольниками, конусными калибрами и шаблонами;
— абсолютный гониометрический метод, основанный на использовании приборов с угломерной шкалой (нониусные, индикаторные и оптические угломеры);
— косвенный тригонометрический метод, основанный на определении линейных размеров, связанных с измеряемым углом тригонометрической функцией (синусные линейки, конусомеры).
Таблица 2.14. Средства измерений и контроля углов и конусов
Синусная линейка (ГОСТ 4046 — 80)
Расстояние между осями 100. 150 мм. Измерение наружных углов 0. 45°
Измерение углов калибров, линеек и точных деталей
Линейка поверочная (ГОСТ 8026—92)
Контроль отклонения деталей от плоскостности, прямолинейности, при разметке ИТ.Д.
Уровни (ГОСТ 9392—89, ГОСТ 11196—74)
Цена деления 0,01. 0,15 мм/м. Рабочая длина 100. 250 мм
Измерение малых угловых отклонений от горизонтального и вертикального положения приборов, устройств, элементов конструкций и т. д.
Тип УН для измерения наружных и внутренних углов, тип УМ — для наружных
Угольники поверочные 90 (ГОСТ 3749—77)
Проверка перпендикулярно сти
Краткая характеристика средств измерений и контроля углов и конусов представлена в табл. 2.14. Рассмотрим некоторые из них.
Угловые меры и угольники.
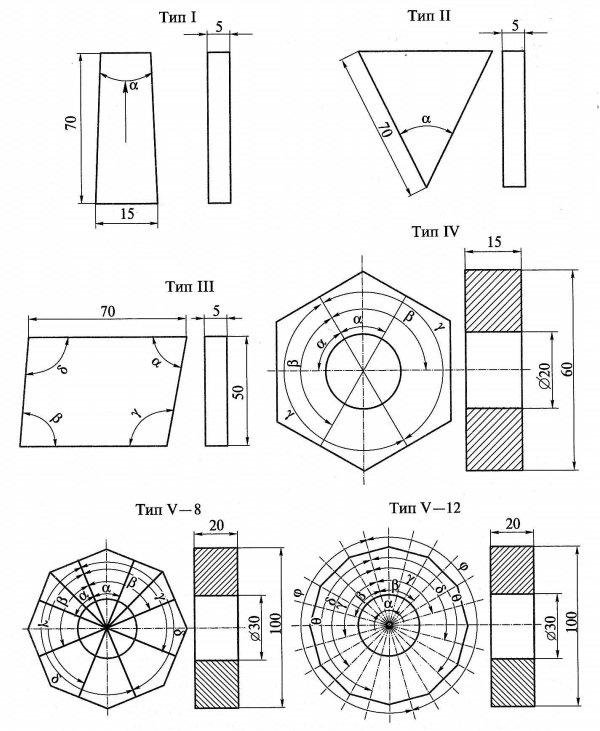
Меры угловые призматические предназначены для передачи единицы плоского утла от эталонов к изделию. Они чаще всего применяются при лекальных работах, а также для поверки и калибровки средств измерений и контроля. Угловые меры (рис. 2.51) могут быть однозначными и многозначными, они представляют собой геометрическую фигуру в виде прямой призмы с доведенными поверхностями, являющимися сторонами рабочего утла.
В соответствии с ГОСТ 2875 — 88 призматические угловые меры изготавливают пяти типов: I, II, III, IV, V с рабочими углами α, β, γ, δ.
Плитки типа I имеют следующие номинальные размеры угла а: от 1 до 29′ с градацией через 2′ и от 1 по 9° с градацией через Г. Плитки типа II имеют следующие номинальные размеры угла α: от 10 до 75°50′ с градацией значений угла 15″, Т, 10′, 1°, 15°10′. Соответствующим ГОСТом установлены номинальные размеры рабочих углов α, β, γ, δ для плиток типа III, призм типа IV и призм типа V.
По точности изготовления различают угловые меры трех классов: 0, 1,2. Допускаемые отклонения рабочих углов, а также допускаемые отклонения от плоскостности и расположения измерительных поверхностей регламентируются в зависимости от типа мер и класса точности. Так, допускаемые отклонения рабочих углов находятся в пределах от +3 до +5″ для мер 0-го класса и в пределах ±30″ — для мер 2-го класса. Допускаемые отклонения от плоскостности установлены в пределах от 0,10 до 0,30 мкм.
Угловые меры комплектуются в наборы и могут поставляться в виде отдельных мер всех классов.
Рабочие поверхности угловых мер обладают свойством притираемости, т. е. из них могут создаваться блоки. С этой целью, а также для получения внутренних углов предусмотрены специальные принадлежности и лекальные линейки, которые комплектуются в набор принадлежностей. При составлении блоков угловых мер необходимо соблюдать те же правила, что и при составлении блоков из плоскопараллельных концевых мер длины (см. подразд. 2.2.1).
Угольники поверочные — это угловая мера с рабочим углом 90°. При контроле с помощью угольников оценивают величину просвета между угольником и контролируемой деталью. Просвет определяют на глаз или сравнением с просветом, созданным при помощи концевых мер длины и лекальной линейкой, а также набором щупов.
Рис. 2.51. Угловые меры
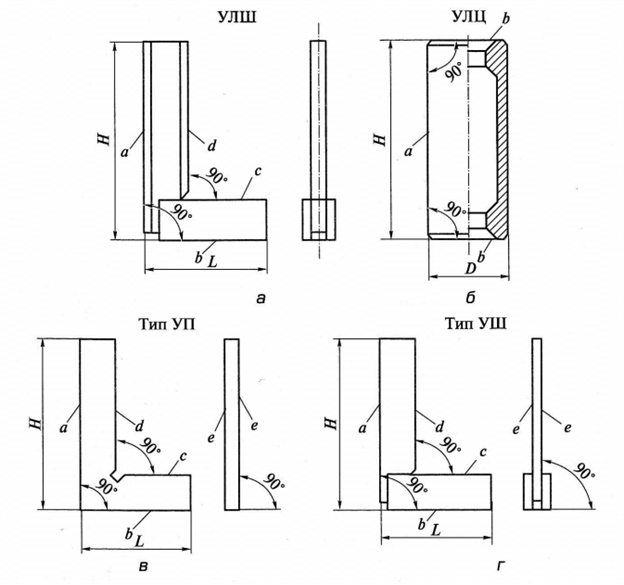
В соответствии с ГОСТ 3749 — 77 угольники различаются: по конструктивным признакам — шесть типов (рис. 2.52), по точности— три класса (0, 1, 2). Лекальные угольники (типы УЛ, УЛП, УЛШ, УЛЦ) изготавливают закаленными классов 0 и 1 и применяют для лекальных и инструментальны работ (рис. 2.52, а, б). Слесарные угольники типов УП и УШ (рис. 2.52, в, г) применяют для нормальных работ в машиностроении и приборостроении.
Рис. 2.52. Угольники поверочные:
а и б — лекальные угольники; в и г — слесарные угольники
Допускаемые отклонения угольников установлены в зависимости от их класса и высоты Н. Так, для угольника 1-го класса с высотой 160 мм отклонение от перпендикулярности измерительных поверхностей к опорам не должно превышать 7 мкм, отклонение от плосткостности и прямолинейности измерительных поверхностей должно находиться в пределах 3 мкм. Для угольника с высотой 400 мм эти значения составляют соответственно 12 и 5 мкм, а для аналогичных угольников 2-го класса 30 и 10 мкм.
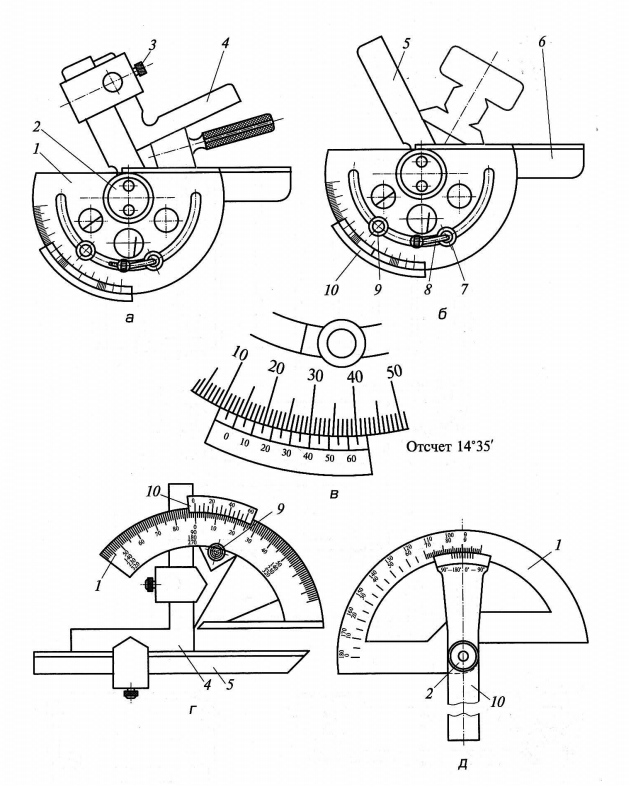
Рис. 2.53. Угломеры с нониусом:
а и б — угломеры типа УН; в — порядок отсчета по нониусу; гид- угломеры типа УМ; 1 — полудиск; 2 — ось; 3 — винт зажима угольника; 4 — добавочный угольник; 5 — подвижная линейка; 6 — неподвижная линейка; 7 и 8 — устройства для микрометрической подачи; 9 — стопорный винт; 10 — нониус
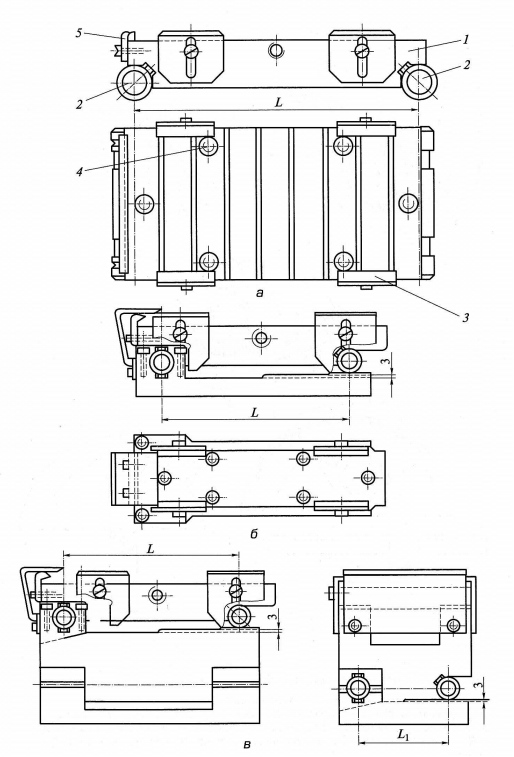
Рис. 2.54. Синусные линейки:
а — тип I; б — тип II; в — тип III: 7 — стол; 2 — роликовые опоры; 3 — боковые планки; 4 — резьбовые отверстия; 5 — передняя планка
Угломерные приборы.
Эти приборы основаны на прямом измерении углов с помощью угломерной шкалы. Наиболее известными средствами измерений из этого ряда являются утломеры с нониусом, оптические делительные головки (см. подразд. 2.2.4), оптические утломеры, уровни, гониометры и др.
Угломеры с нониусом (ГОСТ 5378 — 88) предназначены для измерения угловых размеров и разметки деталей. Угломеры выпускаются двух типов. Угломеры типа УН (рис. 2.53, а, б) предназначены для измерения наружных углов от 0 до 180°, внутренних углов от 40 до 180° и имеют величину отсчета по нониусу 2 и 5′. Угломер состоит из следующих основных деталей: полудиска (сектора) 1, неподвижной линейки 6, подвижной линейки 5, зажимного винта угольника 3, нониуса 10, стопорного винта 9, устройств для микрометрической подачи 7 и 8, добавочного угольника 4, винта зажима добавочного угольника 3. Для измерения углов от нуля до 90° на неподвижную линейку 6 устанавливают добавочный угольник 4. Измерение углов от 90 до 180° производится без добавочного угольника 4. Порядок отсчета на угловом нониусе угломера аналогичен отсчету на линейном нониусе штангенциркуля (рис. 2.53, в).
Угломеры типа УМ предназначены для измерения наружных углов от 0 до 180° и имеют величину отсчета по нониусу 2 и 5′ (рис. 2.53, г) и 15′ (рис. 2.53, д). Предел допускаемой погрешности угломера равен величине отсчета по нониусу.
Рис. 2.55. Измерение углов конусов на синусной линейке:
Для косвенных измерений углов при контрольно-измерительных работах, а также в процессе механической обработки применяют синусные линейки. Линейки выпускают трех типов:
— тип I (рис. 2.54, а) без опорной плиты с одним наклоном;
— тип II (рис. 2.54, б) с опорной плитой с одним наклоном;
— тип III (рис. 2.54, в) с двумя опорными плитами с двойным наклоном.
Синусная линейка типа I представляет собой стол 1, установленный на двух роликовых опорах 2. Боковые планки 3 и передняя планка 5 служат упорами для деталей, которые прикрепляются к поверхности стола прижимами с помощью резьбовых отверстий 4.
Синусные линейки выпускаются классов точности 1 и 2. Расстояние L между осями роликов может составлять 100, 200, 300 и 500 мм.
Измерение углов конусов на синусной линейке представлено на рис. 2.55. Стол 3, на котором закреплен измеряемый конус 1, устанавливают на требуемый номинальный угол а к плоскости поверочной плиты 5 с помощью блока концевых мер длины 4. Размер блока концевых мер определяют по формуле
где h — размер установочного блока концевых мер, мм; L — расстояние между осями роликов линейки, мм; α — угол поворота линейки.
Индикатором 2, установленным на штативе, определяют разность положений δh поверхности конуса на длине 1. Отклонение угла, «, при вершине конуса рассчитывают по формуле
Действительный угол проверяемого конуса ак определяют по формуле
где Δл — погрешность измерения синусной линейкой, которая зависит от угла α, погрешности блока концевых мер длины и погрешности расстояния между осями роликов L.
Так, погрешности измерения углов синусными линейками с расстоянием между осями роликов 200 мм для измеряемых углов до 15 ° составляют 3″, при измерении углов до 45° — 10″, при измерении углов до 600 — 17″, при измерении углов до 80° — 52″.
Пределы допускаемой погрешности линеек при установке их на углы до 45 ° не должны превышать для 1-го класса ±10″, а для 2-го класса — ±15″.
Конусность и уклон: построение, расчет, обозначение
При проведении инженерных и других расчетах, а также работе с инженерной графикой и создании чертежей приходится создавать уклон. Конусность получила весьма широкое распространение, она применяется при изготовлении самых различных деталей. Показатель конусности рассчитывается в большинстве случаев при создании деталей, которые получили широкое распространение в сфере машиностроения. Рассмотрим основные параметры, особенности начертания и многие другие моменты подробнее.
Значение конусности
Рассматривая конусность следует учитывать, что этот показатель напрямую связан с уклоном. Этот параметр определяет отклонение прямой лини от вертикального ил горизонтального положения. При этом конусность 1:3 или конусность 1:16 существенно отличается. Определение уклона характеризуется следующими особенностями:
Стоит учитывать, что нормальные конусности несколько отличаются от рассматриваемого ранее параметра. Это связано с тем, что конусностью называется соотношение диаметра основания к высоте.
Рассчитать этот показатель можно самым различным образом, наибольшее распространение получила формула K=D/h. В некоторых случаях обозначение проводится в процентах, так как этот переменный показатель применяется для определения всех других параметров.
Рассматривая конусность 1:7 и другой показатель следует также учитывать особенности отображения информации на чертеже. Чаще всего подобное отображение проводится при создании технической документации в машиностроительной области.
Обозначение конусности на чертеже
При создании технической документации должны учитываться все установленные стандарты, так как в противном случае она не может быть использована в дальнейшем. Рассматривая обозначение конусности на чертежах следует уделить внимание следующим моментам:
Простейшее обозначение конусности предусматривает также отображения дополнительных размеров, к примеру, справочную. В некоторых случаях применяется знак конусности, который позволяет сразу понят о разности диаметров.
Выделяют достаточно большое количество различных стандартов, которые касаются обозначения конусности. К особенностям отнесем следующее:
На чертеже рассматриваемый показатель обозначается в виде треугольника. При этом требуется цифровое значение, которое может рассчитываться при применении различных формул.
Формула для определения конусности
Провести самостоятельно расчет конусности можно при применении различных формул. Стоит учитывать, что в большинстве случаев показатель указывается в градусах, но может и в процентах – все зависит от конкретного случая. Алгоритм проведения расчетов выглядит следующим образом:
Как ранее было отмечено, конусность 1:5 и другие показатели стандартизированы. Для этого применяется ГОСТ 8593-81.
На чертеже вычисления не отображаются. Как правило, для этого создается дополнительная пояснительная записка. Вычислить основные параметры довольно просто, в некоторых случаях проводится построение чертежа, после чего измеряется значение угла и другие показатели.
Угол конуса
Важным показателем при построении различных чертежей считается угол конуса. Он определяется соотношение большого диаметра к меньшему. Высчитывается этот показатель по следующим причинам:
Как ранее было отмечено, в машиностроительной области показатель стандартизирован. В другой области значение может существенно отличаться от установленных стандартов. Некоторые изделия характеризуются ступенчатым расположение поверхностей. В этом случае провести расчеты достаточно сложно, так как есть промежуточный диаметр.
Что такое уклон?
Как ранее было отмечено, довольно важным показателем можно считать уклон. Он представлен линией, которая расположена под углом к горизонту. Если рассматривать конусность на чертеже, то она представлена сочетанием двух разнонаправленных уклонов, которые объединены между собой.
Понятие уклона получило весьма широкое распространение. В большинстве случаев для его отображения проводится построение треугольника с определенным углом.
Две вспомогательные стороны применяются для расчета угла, которые и определяет особенности наклона основной поверхности.
Как определить уклон
Для определения уклона достаточно воспользоваться всего одной формулой. Как ранее было отмечено, существенно упростить задачу можно при построении прямоугольного треугольника. Среди особенностей подобной работы отметим следующие моменты:
Формула, которая требуется для вычисления рассматриваемого показателя указывалась выше. Стоит учитывать, что полученный показатель также переводится в градусы.
Особенности построения уклона и конусности
Область черчения развивалась на протяжении достаточно длительного периода. Она уже много столетий назад применялась для передачи накопленных знаний и навыков. Сегодня изготовление всех изделия может проводится исключительно при применении чертежей. При этом ему больше всего внимания уделяется при наладке массового производства. За длительный период развития черчения были разработаны стандарты, которые позволяют существенно повысить степень читаемости всей информации. Примером можно назвать ГОСТ 8593-81. Он во многом характеризует конусность и уклон, применяемые методы для их отображения. Начертательная геометрия применяется для изучения современной науки, а также создания различной техники. Кроме этого, были разработаны самые различные таблицы соответствия, которые могут применяться при проведении непосредственных расчетов.
Различные понятия, к примеру, сопряжение, уклон и конусность отображаются определенным образом. При этом учитывается область применения разрабатываемой технической документации и многие другие моменты.
К особенностям построения угла и конусности можно отнести следующие моменты:
В целом можно сказать, что основные стандарты учитываются специалистом при непосредственном проведении работы по построению чертежа.
Часто для отображения уклона в начертательной геометрии создаются дополнительные линии, а также обозначается угол уклона.
В проектной документации, в которой зачастую отображается конусность, при необходимости дополнительная информация выводится в отдельную таблицу.
Построение уклона и конусности
Провести построение уклона и конусности достаточно просто, только в некоторых случаях могут возникнуть серьезные проблемы. Среди основных рекомендаций отметим следующее:
На сегодняшний день, когда компьютеры получили весьма широкое распространение, отображение чертежей также проводится при применении специальных программ. Их преимуществами можно назвать следующее:
Процедура построения при применении подобных программ характеризуется достаточно большим количеством особенностей, которые нужно учитывать. Основными можно назвать следующее:
Есть несколько распространенных программ, которые могут применяться для построения самых различных фигур. Их применение на сегодняшний день считается стандартом. Для работы требуются определенные навыки, а также знание установленных норм по отображению различных плоскостей и размеров. Не стоит забывать о том, что рассматриваемое программное обеспечение является лишь инструментом, вся работа выполняется инженером.
Понятие конусности встречается в достаточно большом количестве различной технической литературы. Примером можно назвать машиностроительную область, в которой распространены конусные валы и другие изделия. На практике производство подобных изделий может создавать довольно большое количество проблем, так как выдерживать заданный угол не просто.
Методы и средства измерения углов и конусов.
Для контроля углов применяют различные средства: угольники, угловые меры, конические калибры, угломеры, механические и оптические делительные головки, гониометры, синусные линейки и др. Угольники, калибры и угловые меры являются жесткими контрольными инструментами, они имеют определенные значения углов. Угольники подразделяются на цельные (рис. 28, а) и составные (рис. 28, б). Угловые меры – плитки (рис. 28, в) выпускаются наборами с таким расчетом, чтобы из трех – пяти мер можно было составлять блоки в пределах от 10 до 90 0 ; их изготовляют в виде плиток толщиной 5 мм с точностью угла (1-й класс) и (2-й класс). Они имеют или один рабочий угол или четыре рабочих угла: .
Угловые меры в основном применяют для поверки и градуировки различных средств измерения углов, но они могут применяться и непосредственно для измерения углов у деталей машин.
Для измерения углов у деталей чаще всего пользуются универсальными угломерами: нониусными с величиной отсчета , оптическими с величиной отсчета , индикаторными с величиной отсчета .
Рис. 28. Виды жестких измерительтельных средств:
а – цельный угольник, б – составной, в – угловая мера.
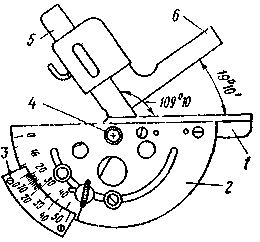
Угломер с нониусом (рис. 29) состоит из трех основных частей: жестко скрепленных линейки 1 и лимба 2, который имеет полукруглую форму; жестко скрепленных линейки 5 с сектором 3 и дополнительного угольника 6, которым пользуются при измерении острых
Рис. 29. Нониусный угломер.
Для измерения острых углов (менее 90 0 ) к линейке 5 присоединяют дополнительный угольник 6.
Находят применение также оптические угломеры, имеющие две линейки и корпус, в котором размещен стеклянный диск со шкалой, разделенной на градусы и минуты.
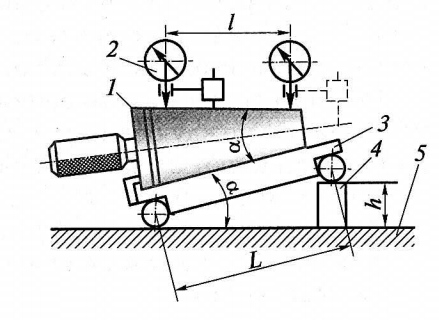
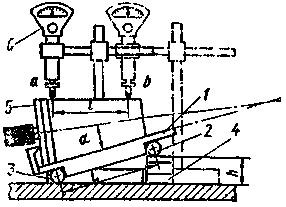
Рис. 30. Схема измерения угла конуса на синусной линейке.
Отчет производится после того, как положение угломера зафиксировано зажимным рычагом.
Косвенные методы контроля конусов. Наиболее точными и широко применяемыми являются косвенные методы измерений, при которых измерят не непосредственно углы конусов, а линейные размеры, геометрически связанные с углами.
После определения значения этих линейных размеров расчетом находят и значения углов.
Измерение с помощью линейки. Синусные линейки, выпускаемые инструментальной промышленностью, делятся на три типа: тип I – без опорной плиты, тип II – с опорной плитой, тип III – с двумя опорными плитами и двойным наклоном.
Предметный столик 1 (рис. 30) синусной линейки имеет два ролика 2 и 3 с определенным расстоянием между ними L. Если под одним из роликов подложить блок 4 из плоскопараллельных концевых мер размером h, то предметный столик наклонится на угол и его можно определить по формуле:
.
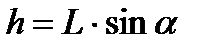
При измерении угла конуса проверяемое изделие устанавливают на предметный столик, ориентируя его так, чтобы измеряемый угол находился в плоскости, перпендикулярной роликам синусной линейки (для этого используют боковые поверхности предметного столика). Установив изделие 5 на предметный столик 1, под ролик подкалывают блок из плоскопараллельных концевых мер 4. Размер блока определяют по формуле
,
где — номинальное значение измеряемого угла.
При разности показаний измерительной головки 6 в двух положениях на измеряемой длине можно определить отклонения измеряемого угла ( ) от номинального значения по формуле
.
Действительную величину угла можно определить, подобрав такой блок плиток, при котором показания измерительной головки не будет отличаться на всей измеряемой длине.
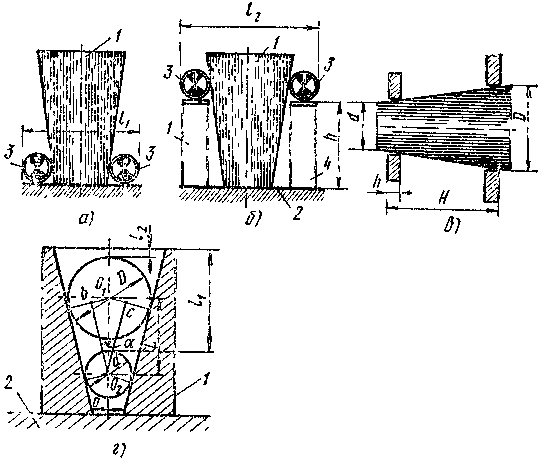
Измерение наружных конусов с помощью роликов. Этот косвенный метод измерения (рис. 31) угла конуса изделия 1 осуществляется при использовании плиты 2, двух роликов 3 одинакового размера (можно использовать ролики от роликовых подшипников), концевых мер 4 и микрометра с ценой деления 0,01 мм или рычажного с ценой деления 0,002 мм.
Рис. 31. Схемы измерения угла конуса с помощью калиброванных
роликов (а, б),колец (в), шариков (г).
Сначала измеряют размер по диаметрам роликов 3 (рис. 31,а), затем под ролики подкладывают блоки из концевых мер 4 одинакового размера и определяют размер (рис. 31,б). Зная размеры , , находят конусность по формуле
или ,
По такому же принципу измеряют конусность у вала с помощью двух калиброванных колец (рис. 31,в) с заранее известными диаметрами D и d и толщиной . После надевания колец на конус вала измеряют размер H и определяют тангенс угла по формуле
.
Измерение внутренних конусов. Угол внутреннего конуса определяют с помощью двух шариков, диаметры которых заранее известны, и глубиномера (рис. 31,г).
Втулку 1 ставят на плиту 2, закладывают внутрь шарик малого диаметра d и измеряют при помощи глубиномера (микрометрического или индикаторного) размер , затем закладывают шарик большего диаметра D и измеряют размер . При таком методе измерения конусность втулки определяют по формуле:
.
Контроль конусов калибрами
Контроль калибрами (рис. 32) основан на проверке отклонений базорасстояния по методу осевого перемещения калибра относительно проверяемой детали или на проверке по краске.
Рис. 32. Конусные калибры:
а – втулка, б – пробка, в – скоба.
Калибрами для проверки наружных конусов служат втулки (рис. 32, а) или скоба (рис. 32, в), а для внутренних конусов – пробки (рис. 32, б), со стороны большого диаметра которых наносятся риски на расстоянии от торца калибра, равном допуску базорасстояния .
Торец проверяемых конических вала и втулки при сопряжении с калибром не должен выходить за пределы рисок или уступа на калибре. Если это условие нарушено, то угол конуса выходит из установленных пределов (допуска).
Конусные калибры – втулки проверяют по контрольным калибрам – пробкам. Контрольные калибры изготовляют с повышенной точностью конусности и проверяют универсальными средствами.
Вопросы для повторения:
1. Сколько степеней точности установлено для допусков на угловые размеры и почему допуск на угол уменьшается с увеличением длины меньшей стороны угла?
2. Назовите примеры применения конических соединений и их преимущества в сравнении с цилиндрическими соединениями.
3. Начертите конус и покажите основные параметры его.
4. Что называется базорасстоянием и в какой зависимости находится изменение его величины от допусков на диаметры конуса и конусности?
5. Как устроен угломер с нониусом и какие углы им можно измерять?
6. Расскажите о косвенных методах измерения угла наружного и внутреннего конусов.
7. Как осуществляется контроль наружных и внутренних конусов коническими калибрами?
Литература: [1, глава VI, стр. 151…168]
Лекция 7. ДОПУСКИ, ПОСАДКИ И СРЕДСТВА ИЗМЕРЕНИЯ
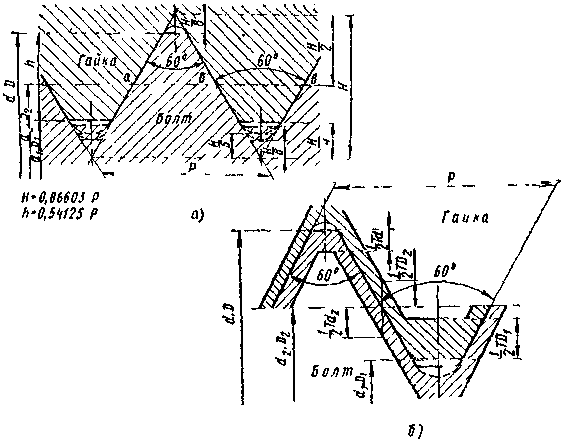
Основные элементы метрической крепежной резьбы
В машиностроении применяют различные резьбовые соединения: цилиндрические, конические, трапецеидальные и др. Эти резьбы имеют ряд общих признаков, а так как наиболее распространенными являются цилиндрические крепежные резьбовые соединения с треугольным профилем, то применительно к ним и будут рассмотрены допуски, методы и средства контроля.
Рис. 33. Метрическая цилиндрическая резьба:
а – профиль резьбы, б – схема расположения полей допусков.
Под средним диаметром понимают диаметр воображаемого, соосного с резьбой, цилиндра, который делит профиль резьбы так, что толщина витка, ограниченная на рис. 33, а буквами а – б, равна ширине впадины, ограниченной буквами б – в. Шаг резьбы – это расстояние вдоль оси резьбы между параллельными сторонами двух рядом лежащих витков.
Единой системой допусков и посадок СЭВ для метрической резьбы с размерами от 0,25 до 600 мм предусмотрены три стандарта: СТ СЭВ 180-75 определяет профиль резьбы; СТ СЭВ 181-75 – диаметры и шаги; СТ СЭВ 182-75 – основные размеры. Предельные отклонения и допуски резьбовых соединений с зазорами устанавливает СТ СЭВ 640-77.
Значения диаметров резьбы разбиты на 3 ряда (1, 2 и 3-й). При выборе диаметров резьбы предпочтительным является первый ряд. Второй ряд диаметров резьбы берется, если диаметры 1-го ряда не удовлетворяют требованиям конструктора; в последнюю очередь диаметры берутся из 3-го ряда. По числовой величине шага резьбы для диаметров 1-64 мм делятся на две группы: с крупным шагом и мелкие, а резьбы диаметром свыше 64 мм, (до 600 мм) имеют только мелкие шаги.
Допуски для цилиндрической крепежной резьбы ( ) установлены на следующие параметры: на средний диаметр болта и гайки в виде величин и , (поле допуска для гайки расположено в плюс, а для болта – в минус от номинального размера); на наружный диаметр болтаи на внутренний диаметр гайки.
Допуски на наружный диаметр гайки и внутренний диаметр болта не установлены. Технология нарезания резьбы и размеры резьбообразующих инструментов (метчиков, плашек и др.) гарантируют, что наружный диаметр резьбы гайки не будет меньше теоретического, а внутренний диаметр резьбы болта – больше теоретического.
На шаг резьбы и угол профиля в отдельности допуски не установлены, а возможные отклонения по ним допускаются за счет изменения среднего диаметра резьбы в пределах его допуска. Такая компенсация погрешностей шага и угла за счет допуска , возможна потому, что шаг и угол геометрически связаны со средним диаметром.









 (1-й класс) и
(1-й класс) и  (2-й класс). Они имеют или один рабочий угол или четыре рабочих угла:
(2-й класс). Они имеют или один рабочий угол или четыре рабочих угла:  .
. , оптическими с величиной отсчета
, оптическими с величиной отсчета  , индикаторными с величиной отсчета
, индикаторными с величиной отсчета 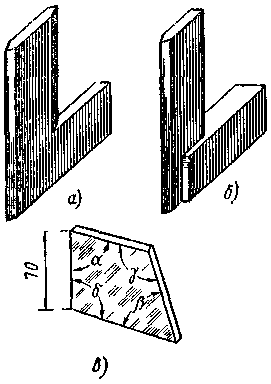
 и его можно определить по формуле:
и его можно определить по формуле: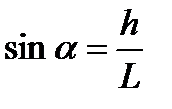 .
. ,
, измерительной головки 6 в двух положениях на измеряемой длине
измерительной головки 6 в двух положениях на измеряемой длине  можно определить отклонения измеряемого угла (
можно определить отклонения измеряемого угла (  ) от номинального значения по формуле
) от номинального значения по формуле .
.
 по диаметрам роликов 3 (рис. 31,а), затем под ролики подкладывают блоки из концевых мер 4 одинакового размера
по диаметрам роликов 3 (рис. 31,а), затем под ролики подкладывают блоки из концевых мер 4 одинакового размера  и определяют размер
и определяют размер  (рис. 31,б). Зная размеры
(рис. 31,б). Зная размеры  находят конусность по формуле
находят конусность по формуле или
или  ,
, .
. .
.
 .
.
 ) установлены на следующие параметры: на средний диаметр болта и гайки в виде величин
) установлены на следующие параметры: на средний диаметр болта и гайки в виде величин  и
и  , (поле допуска для гайки расположено в плюс, а для болта – в минус от номинального размера); на наружный диаметр болта
, (поле допуска для гайки расположено в плюс, а для болта – в минус от номинального размера); на наружный диаметр болта  и на внутренний диаметр гайки
и на внутренний диаметр гайки  .
. , возможна потому, что шаг и угол геометрически связаны со средним диаметром.
, возможна потому, что шаг и угол геометрически связаны со средним диаметром.


