Сайт про изобретения своими руками
МозгоЧины
Сайт про изобретения своими руками
Как правильно паять металл
Как правильно паять металл

Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
Соединение «Впритык»
Соединение «Внахлёст»
Соединение «В замок»
Качество: Очень прочно
Спаивание проволоки
Соединение «Впритык»
Соединение «Внахлёст»
Соединение «С усилением»
Качество: Очень прочно
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести:
Спаивание проволоки и листового металла
Соединение «Впритык»
Соединение «Внахлёст»
Соединение «Насквозь»
Качество: Очень прочно
Заключение
Пайка — несомненно нужная вещь, использование которой решает многие проблемы с соединением деталей. Напоследок в качестве примера представлю несколько работ, в которых она использовалась:
Пайка стали, меди, алюминия, нержавейки, оцинковки
 Приветствую! В этом материале я расскажу про отличия пайки и сварки, как паять цветные и черные металлы, а также дам несколько советов по прочной пайке и технике безопасности. Поехали.
Приветствую! В этом материале я расскажу про отличия пайки и сварки, как паять цветные и черные металлы, а также дам несколько советов по прочной пайке и технике безопасности. Поехали.
Отличия пайки металла от сварки
Существует два основных метода скрепления двух металлов: cварка и пайка. В первом случае элементы скрепляются за счет расплавления кромки металла. Это может быть как нагрев, так и скрепление при помощи нагнетания давления. В случае пайки заготовки скрепляют между собой при помощи присадочного материала – припоя.

В некоторых случаях пайка является более щадящим и экономичным способом скрепления заготовок. Также пайка обладает рядом преимуществ:
Рассмотрим подробнее методы пайки разных металлов.
Пайка цветных металлов
Изделия из цветных металлов требуют точной подгонки. Именно поэтому их чаще паяют, а не варят. Изучим отдельные виды цветных металлов и их скрепление при помощи пайки.
Всегда фиксируйте обе заготовки при помощи тисков, струбцин либо других крепежных элементов. Особенно, если вы работаете с габаритными деталями. Колебания или сдвиги во время пайки могут перекосить шов, припой может стечь. Это повлечет за собой хрупкость стыка и со временем на нем могут образоваться трещины или свищи.
Пайка меди
Медь – это довольно часто встречающийся металл в повседневной жизни. Водопроводные трубы, электрические кабели, электронные компоненты – все они частично или полностью состоят из меди.

В основном существует два метода пайки меди:
В рамках данной статьи мы рассматриваем пайку в домашних условиях, поэтому возьмем низкотемпературную технологию.
Для пайки меди вам потребуется:
На крупных производствах и заводах часто используют паяльную пасту. Чаще всего в ее состав входят: флюс, маленькие частицы припоя и специальные добавки.

Рассмотрим пошаговую технологию пайки двух медных элементов:
Не направляйте открытый огонь прямо на припой. Он должен расплавиться и заполнить собой шов вследствие нагрева кромок деталей.
Пайка алюминия
Алюминий достаточно капризный материал. Многие эксперты считают, что в домашних условиях скрепить две алюминиевые заготовки просто невозможно, так как место скрепления необходимо прогревать до температуры порядка 600 ˚С, а это чревато прогоранием самого листа алюминия.
Но это утверждение не совсем верно. Спаять два элемента из алюминия можно, если использовать особый флюс и припой. Рассмотрим подробнее все компоненты, которые понадобятся для работы с алюминием:
Припои с высоким содержанием цинка обладают лучшими антикоррозийными свойствами.

Пошаговое руководство по пайке алюминиевых заготовок:
Пайка листов жести
Обычная жесть скрепляется довольно просто. Металл без примесей или нанесения чаще всего дает ровный шов и не меняется под воздействием высоких температур. Для пайки жести потребуется:

Технология пайки:
Пайка оцинкованного железа
В отличие от обычной жести, оцинкованное железо имеет ряд специфических характеристик. Во-первых, цинк на поверхности листа испаряется при температуре 960 ˚С. Поэтому не рекомендуется использовать мощные горелки в работе с оцинкованным листом.

Во-вторых, не все припои подходят для работы с оцинкованным железом. Например, крайне не рекомендуется использовать припой ПОС-90, так как он разрушает структуру листа.
Компоненты для пайки:
Технология спайки двух элементов из оцинковки аналогична работе с обычной жестью. Главное — греть место спайки равномерно, не допуская перегрева отдельных областей.
Пайка нержавеющей стали
Нержавеющая сталь — это сплав, в котором присутствует никель и хром, а также титан. Пайка нержавейки немного отличается от аналогичной работы с обычным или оцинкованным железом. В зависимости от количественного содержания того или иного металла в составе нержавейки, она будет иметь разные физические характеристики.

Так, лист с большим содержанием никеля при температуре 500 — 700 ˚С может выделять карбидные соединения. Подобные листы подвергают равномерному и быстрому нагреву, чтобы избежать разрушения структуры материала.
Рассмотрим необходимые компоненты:
Пошаговая технология пайки:
Если припой скатывается с листа даже после предварительного прогревания, используйте металлическую щетку. Она помогает удалить оксидную пленку, которая может оставаться на залуженной поверхности после нанесения флюса.
Пайка черных металлов
Качество скрепления стальных изделий зависит от нескольких факторов:
В качестве припоя выбирают оловянные или латунные сплавы. Их используют в зависимости от поставленной задачи. Более простой способ — использование олова. С ним проще работать, однако, конечный шов не будет обладать высоким уровнем прочности.
Припои на основе латуни намного прочнее, но для работы с ними потребуется особое оборудование.
Рабочий процесс на подготовительном этапе практически не различается. В обоих случаях детали зачищают от грязи и ржавчины. Фиксируют при помощи струбцин или тисков. В качестве флюса используют обычную ортофосфорную кислоту. После этого наступает этап самой пайки.
Пайка стали оловом
При пайке оловом подбирают паяльник мощностью от 100 Вт. Для получения качественного шва обе детали предварительно залуживают, после чего в готовый шов подают оловянный припой и завершают пайку.
Пайка стали латунью
Латунь плавится при температуре свыше 900 ˚С, поэтому для работы с таким припоем потребуется газовая горелка. Важно нагревать оба элемента равномерно. В противном случае латунь быстро расплавится. Она будет хорошо прилипать только на краях стальных заготовок (что может вызвать хрупкость и разрушение под напряжением), что поспособствует образованию трещин в конечном изделии.
Советы по правильной и прочной пайке металлов
Работая со сталью или другими металлами необходимо придерживаться базовых правил безопасности, а также знать некоторых нюансов пайки.
Как нагревать и охлаждать металл
Важный шаг перед началом работы — подготовка заготовок. И здесь необходимо знать наверняка, какой сплав вы будете спаивать или проверить его самостоятельно:
Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.

Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.

Настоятельно рекомендую соблюдать технику безопасности при пайке:
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!
Какие металлы можно паять паяльником
Кое-что из полезных ссылок (спасибо коллегам).

О СОЕДИНЯЕМЫХ И ОБЛУЖИВАЕМЫХ ДЕТАЛЯХ
Чтобы не пересказывать другими словами собственный текст, просто копирую сюда сокращенные и отредактированные выдержки из своей же статьи о паяльном оборудовании, написанной в свое время по заказу журнала «Обустройство и ремонт».

Жало, основательно разрушенное высокой температурой и паяльной кислотой.

Далее в этой статье идет абзац, посвященный классификации электропаяльников по мощности, и рассказ о соответстующих областях их применения. Но поскольку здесь речь идет конкретно о «делах наших скорбных», буду краток: для большинства наших случаев самым оптимальным прибором будет паяльник мощностью в 80 или, что лучше, 100 Вт.

Паяльник 100 Вт.

Тонкие стальные полоски-раскладки на этом фото, имитирующие ребра жесткости, припаяны к оцинкованному железу основы паяльником 100 Вт. Последующая обработка соединения заключалась в нескольких прикосновениях скальпеля и легкой шлифовке «нулевкой».

Чашки железных соцветий этого перстня собраны на общем стержне диаметром 1,5 мм. с помощью пайки. Нижний конец стержня загнут и закреплен в проточке на внутренней стороне серебряного кольца заподлицо с ней также с помощью оловянного припоя.
Жало паяльника в процессе долгой работы постепенно истончается и укорачивается, кончик его делается бесформенным и покрывается слоем окалины. Все это сильно снижает комфорт, скорость и эффективность работы. Поэтому время от времени жало нужно затачивать на электроточиле или напильником, и заново облуживать припоем. В теории, укоротившееся до предела паяльное жало можно заменить на новое, но дело в том, что отдельно их нигде не продают. Очевидно, невыгодно. Кроме того, со временем жало прикипает к трубке корпуса, и выдрать его оттуда, не повредив нагревательные элементы, почти нереально. Поэтому, когда от него остается огрызок примерно 1,5 см., паяльник чаще всего приходится просто менять на новый.
Однако если жало, несмотря на «возраст», извлекается из корпуса без труда, нужно время от времени вынимать его, ослабив винт-фиксатор, и очищать от окалины поверхность, контактирующую с нагревательным элементом: это позволяет держать его температуру на должном уровне и повышает срок службы паяльника.
АЛЬТЕРНАТИВА: РУЧНАЯ ГАЗОВАЯ ГОРЕЛКА
(выдержка из статьи)

Ручная горелка за 300 р.

Стандартный комплект насадок для пайки.

Баллончик для заправки газом.

Отмечу, что у дешевых горелок «но-нейм» нередко быстро отказывает пьезоэлемент. Но это не страшно: поджечь газовую струю можно обыкновенной спичкой или зажигалкой.


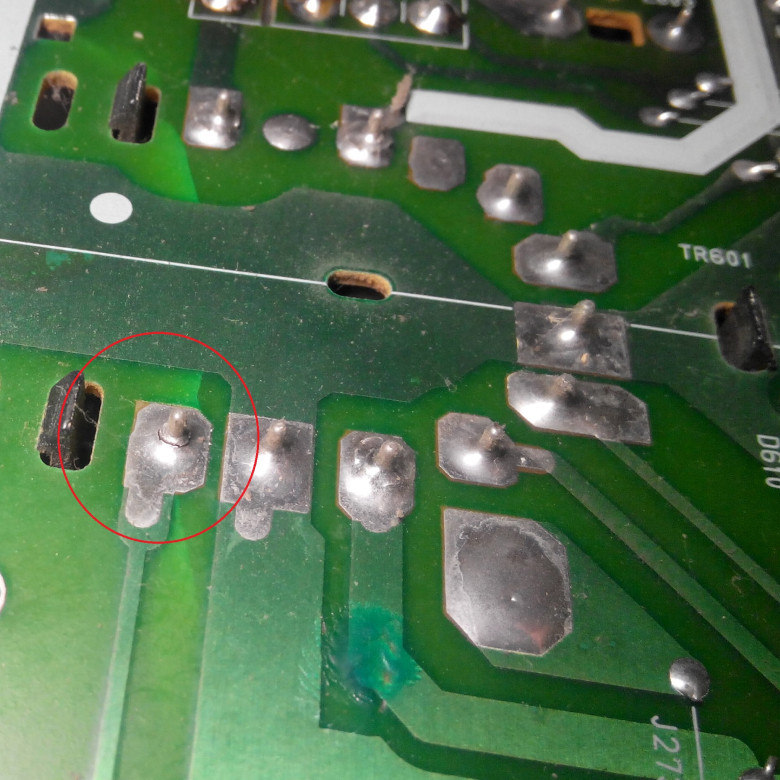
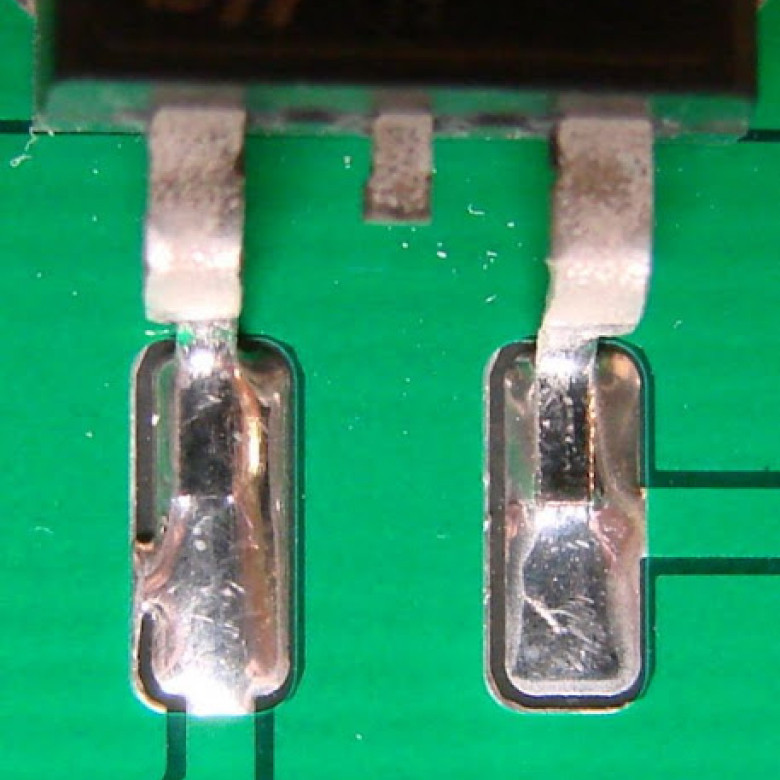
Желтыми стрелками отмечены точки пайки.
Как добиться хорошего запая и в чем причины неудач?
1. Недостаточный прогрев самих спаиваемых деталей.
2. Использование неподходящего флюса.
Когда металл прогрет слабо, олово просто не способно перейти в состояние текучести. Такое случается, когда спаиваемые детали весьма объемисты, и быстро отнимают у припоя тепло: мощности паяльника оказывается недостаточно. Чтобы решить проблему, нужно дополнительно прогреть их на газовой (электрической) плите, или (наиболее удобный вариант) с помощью описанной выше газовой горелки.

Герметичное соединение пробки и корпуса этой детали (сталь 2 мм.)выполнено паяльником 100 Вт. с предварительным подогревом на электроплитке.
(Выдержка из статьи)

При грамотной пайке такой припой обеспечивает надежное и эстетичное внешне соединение. Он бывает разных типов; есть, например, мягкие припои с большим или меньшим содержанием свинца. От количества свинца нередко зависит прочность спайки, потому что он ощутимо более тугоплавок, чем олово в чистом виде, и для качественного соединения при использовании припоя с большим содержанием свинца деталь необходимо сильнее прогревать.
Серебряный припой чаще всего применяют в ювелирном деле. Он более тугоплавок, но зато соединения, выполненные с его помощью, еще надежнее, а сам шов серебряного припоя близок по твердости к сырому железу. Нередко также применяют для пайки комбинацию оловянного и серебряного припоев, такой шов в остывшем виде прочнее и надежнее.
(рассказ о медном припое, приведенный в статье, здесь опущен).




СОБСТВЕННО ПАЙКА. ПРОЦЕСС.
ПРИМЕЧАНИЕ: словосочетание «сделается матовым» в ДАННОМ случае обозначает лишь одно: станет несколько МЕНЕЕ БЛЕСТЯЩИМ, чем свежерасплавленное олово. Застывшее олово хоть и блестит, но все же не так сильно, как жидкое в процессе пайки. Серо-матовая же, тусклая и как бы «шершавая» для взгляда поверхность запая означает, что олово кристаллизовалось: такой шов ненадежен и недолговечен, поскольку склонен к быстрому растрескиванию.
Учимся паять
Паять или не паять? Ну конечно же паять! А если вы не умеете, то эта статья именно для вас – в ней мы рассмотрим основные моменты при пайке, с которыми придется столкнуться новичкам. Поехали!
Основное оборудование для пайки
Перед тем как приступить к пайке, необходимо определиться с тем, есть ли у вас все необходимое. Для пайки вам понадобятся в первую очередь основные инструменты и аксессуары – без них просто никак:
Рассмотрим более подробно, на что необходимо обратить внимание при выборе паяльника, припоя, флюса и ленты для выпайки.
Паяльник
Ассортимент паяльников на современном рынке просто впечатляет! Если информацию о качестве и надежности паяльника можно получить из отзывов, то об основном критерии выбора – мощности паяльника – мы вам расскажем тут. Зависимо от сферы применения все паяльники можно разделить на такие группы:

У вас будет мощный паяльник, который будет хорошо справляться с бессвинцовыми припоями, пайкой проводов и обычной пайкой. А благодаря регулировке температуры вы сможете минимизировать вероятность перегревания радиоэлектронных компонентов при пайке на платах.
Припой
С припоями все немного проще. Условно их можно разделить на 2 группы:
Бессвинцовые припои обеспечивают более прочное соединение в сравнении с обычными свинцовыми. Хотя на практике этого практически не заметно. А вот паять новичкам бессвинцовыми будет сложнее, поскольку у них выше температура плавления, они плохо растекаются и требуют использования дорогих флюсов.
Поэтому идеальным решением будет использование традиционных оловянно-свинцовых припоев. В зависимости от типа пайки они имеют разное соотношение свинца и олова.
| Олово (Sn) % | Свинец (Pb) % | Температура плавления | Назначение | Вязкость |
|---|---|---|---|---|
| 63% | 37% | 183 | Точная пайка | Низкая  Высокая |
| 60% | 40% | 183..190 | Печатные платы | |
| 50% | 50% | 183..215 | Электронные части | |
| 45% | 55% | 183..227 | Листовая сталь | |
| 40% | 60% | 183..238 | Листовая сталь (сварка) |
Но как показывает практика, наиболее распространено использование припоя ПОС-60 и его аналогов. Температура плавления этого припоя составляет 183-188 °C, что дает возможность паять паяльниками любой мощности. При помощи него вы сможете выполнять практически все паяльные работы.
Также рекомендуем иметь в запасе немного сплава Розе. Это легкоплавкий припой с температурой плавления 90-100 °C. Он очень полезен при проведении демонтажа радиоэлектронных компонентов, которые чувствительны к перегреву, а также им хорошо лудить контакты на платах.

Флюсы
Для хорошей качественной пайки необходимо использовать флюс. В состав большинства современных припоев флюс уже входит. Но для снятия оксидной пленки с поверхностей, которые вы будете паять, их нужно дополнительно покрыть флюсом. Это обеспечит равномерное растекание припоя и улучшит процесс лужения.
Условно все флюсы можно разделить на 3 типа:
Нейтральные флюсы удобны в пользовании и в большинстве не требуют смывания. Идеально подходят для обычной пайки, а также для пайки SMD и BGA-компонентов. Продаются в жидком виде или в виде пасты.

Среднеактивные имеют широкое применение как при пайке окисленных поверхностей, так и при обычной пайке и пайке электронных компонентов. Большинство также не требует смывания, поскольку активные свойства проявляются только при определенной температуре, например 150 °C, и при остывании до комнатной температуры утрачиваются. В отличие от нейтральных флюсов, они обеспечивают стойкую к коррозии пайку.

Активные флюсы имеют практическое применение при пайке металлов, которые трудно лудятся обычными флюсами. К таким металлам относят:
Самый известный представитель активных флюсов – это ортофосфорная кислота. Активные флюсы значительно упрощают процесс пайки, но они имеют резкий запах и токсичны. Поэтому обязательно необходимо паять в хорошо проветриваемых помещениях и не забывать смывать остатки флюса после пайки.

Также не следует забывать про канифоль. Ее главное преимущество в том, что она не требует смывания, поскольку является чудесным диэлектриком. В чистом виде ее почти не используют, но на ее основе изготавливают практически все флюсы. Такой флюс вы можете приготовить самостоятельно. Для этого вам понадобится:
Канифоль необходимо измельчить до порошкообразного состояния и развести с этиловым спиртом в соотношении 2:3.



В отличие от пайки обычной канифолью, этот раствор можно наносить непосредственно на место пайки. И главное – остатки не нужно смывать.
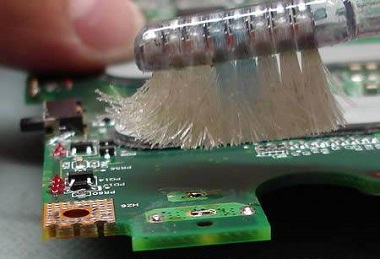
Просто нанесите их на место пайки, с помощью небольшой щетки (можно использовать старую зубную щетку) очистите остатки флюса и после этого их смойте. Для очистки остатков активного флюса при пайке проводов или
грубой пайке листовых металлов, хорошо подойдут различного рода растворители для краски или ацетон.
Оплетка для выпайки
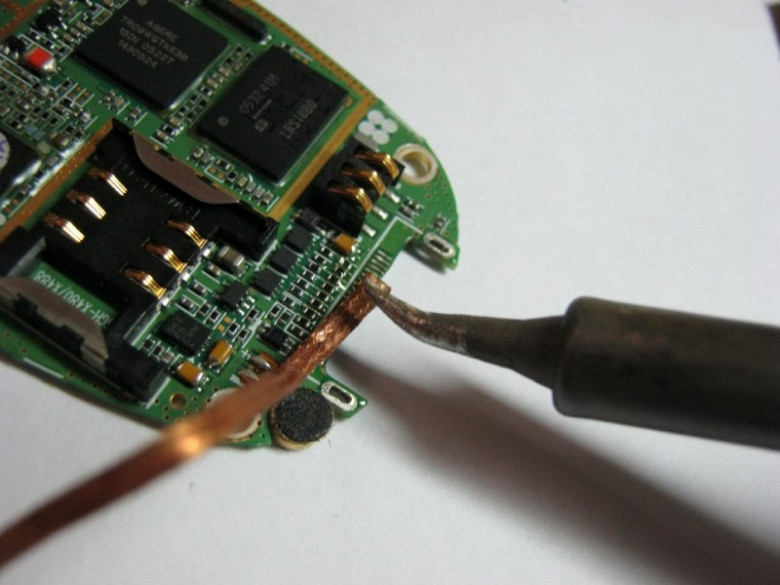
Лента для снятия припоя особенно будет полезной новичкам, поскольку вначале сложно угадать с количеством необходимого припоя. А благодаря ленте для выпайки можно легко убрать остатки. Она состоит из мелких медных проводов, покрытых флюсом, которые сплетены между собой в ленту разной ширины (0.8 мм, 1.5 мм, 2.5 мм).

Для удаления остатков припоя необходимо поместить кончик ленты в зону пайки и сверху прижать разогретым паяльником. Остатки припоя втянутся в ленту, а использованный кусок ленты нужно обрезать. Все очень просто!
Вспомогательные приспособления для пайки
Для того, чтобы пайка была безопасной и удобной вам также понадобятся вспомогательные инструменты:
Подставка для паяльника
Несмотря на то, что мы отнесли подставку для паяльника к вспомогательным приспособлениям, ее роль весьма существенна в процессе пайки. Паяльник должен иметь свое четкое место на рабочем столе и быть надежно зафиксированным. Это обезопасит вас от случайного ожога в процессе пайки, а также снизит вероятность прожечь рабочий стол. При выборе подставки обратите внимание, чтобы в ней было место под губку для очистки жал – так намного удобнее в процессе пайки.

Также вы можете смастерить подставку самостоятельно. Вот один из примеров самодельных подставок.

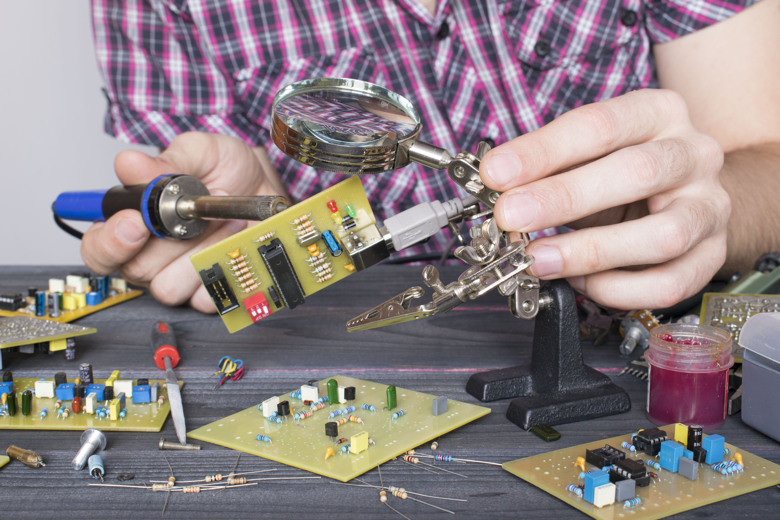
«Третья рука»
При пайке проводов и небольших плат очень удобно использовать так называемую «третью руку». Такое название она получила не просто так. Благодаря зажимам вы можете надежно зафиксировать объекты пайки в любом положении. Ассортимент третьих рук довольно широкий – от обычных штативов с зажимом, до моделей с увеличительными линзами и держателем для паяльника.

Очистители для жал
В процессе пайки под действием высокой температуры жало достаточно быстро окисляется и требует периодического очищения от окислов и нагара. Для этого используются целлюлозные губки и стружка для очистки жал. С их помощью вы постоянно будете поддерживать жало в чистоте, а это в свою очередь напрямую влияет на удобство пайки. Также ими легко снимать лишний припой с жала.
Еще один важный аксессуар – активатор паяльного жала. Он имеет практическое применение в основном для жал с никелевым покрытием, которые имеют сильные загрязнения. В отличие от обычных медных жал, их нельзя очищать абразивными инструментами. Поэтому, если такое жало перестало брать припой и обычные методы не помогают, не спешите его выбрасывать – обычно активатор помогает восстановить его свойства.
Ручной инструмент
К ручному инструменту, который будет полезен при пайке, можно отнести:
Использовать пинцеты довольно удобно при пайке и демонтаже электронных компонентов на платах. Для этого хорошо подходят как обычные прямые пинцеты, так и пинцеты с загнутым носиком. При пайке элементов особенно чувствительных к статическим напряжениям используются антистатические пинцеты.

Кусачки имеют широкое применение в быту, при проведении паяльных работ без них также никак не обойтись, особенно при пайке проводов. Также ими можно обрезать остатки ножек радиокомпонентов при пайке их на плату.

Набор вспомогательных инструментов для пайки имеет широкое применение при проведении паяльных и демонтажных работ. В его состав входят разного типа зажимы и держатели, которые будут полезными при пайке компонентов на плату. Также в комплекте есть щеточки для очистки плат от остатков припоя и флюса.

Как залудить жало паяльника?
Если у вас готов полный арсенал для пайки, то можно приступать непосредственно к самой пайке. В первую очередь нужно залудить жало паяльника. Как правило паяльники комплектуются двумя типами жал:
Медному жалу перед залуживанием можно придать необходимую форму – конус, односторонний срез, двусторонний срез – при помощи абразивного материала, например, надфиля. Для никелевого жала использовать абразивные материалы нельзя, поскольку вы уничтожите защитное покрытие, и оно не будет лудиться вообще.
Сам процесс лужения нового жала, которые еще не было в использовании, одинаков для обоих типов жал. Для этого необходимо разогреть паяльник до рабочей температуры, погрузить его в канифоль и сразу после этого покрыть припоем.

Припой должен равномерно покрыть кончик жала. Для того, чтобы припой лучше приставал, залуженное жало можно потереть об дощечку или плотный кусок картона. Также в процессе пайки необходимо всегда следить, чтобы жало было чистым от окислов и покрыто тонким слоем припоя. И главное – не допускайте перегрева жала, особенно жала с никелевым покрытием.
Как правильно паять?
Итак, паяльник вы залудили и подготовили к пайке. Теперь необходимо подготовить детали, которые вы будете спаивать между собой. В первую очередь детали необходимо очистить от загрязнений и обезжирить. Для этого подойдут разного рода очистители на основе изопропилового спирта или растворители. Если на деталях есть следы коррозии, то их также необходимо устранить – зависимо от характера поверхности это можно сделать механическим способом или при помощи специальной химии.
После того как поверхности очищены, можно приступать к их пайке. Детали необходимо надежно зафиксировать таким образом, чтобы они были недвижимы в процессе пайки. Для этого можно использовать ту же «третью руку». На поверхности, которые будут спаяны между собой, необходимо нанести флюс. Много его давать не нужно – главное полностью покрыть поверхности пайки. Берем припой и… тут возможны два варианта пайки:
При нанесении припоя паяльником необходимо небольшое количество припоя расплавить на кончике жала. После этого жалом прижимаем детали в зоне пайки. В процессе пайки флюс будет испаряться, его остатки можно смывать или оставить – все зависит от того, какой флюс вы используете. Этот метод подходит для пайки мелких деталей.
При пайке другим способом – нанесением припоя непосредственно в зону пайки – необходимо паяльником прогреть детали до температуры пайки и сразу после этого подать в зону пайки припой. Расплавляясь, припой заполнит пространство между деталями пайки и обеспечит надежное соединение. Таким способом, как правило, паяют массивные детали и радиокомпоненты на платах.
В процессе пайки как одним, так и другим способом важно правильно подобрать температуру паяльника, поскольку от этого напрямую будет зависеть качество пайки. Припой в расплавленном виде должен иметь состояние близкое к жидкому. Наверняка все помнят фрагмент из фильма «Терминатор 2: Судный день» на металлургическом заводе, когда жидкий терминатор T-1000 восстановился из разогретых кусочков. Вспомнили? Так вот – консистенция припоя должна быть такой, как эти разогретые кусочки 🙂
Основные признаки того, что температура паяльника недостаточна:
В результате этого вы получите так называемую холодную пайку. Пайка чрезмерно нагретым паяльником тоже ни к чему хорошему не приведет – припой будет очень быстро окисляться и плохо лудиться. Как в первом, так и во втором случае вы получите в конечном результате соединение деталей, которое будет иметь плохую механическую прочность и со временем просто разрушится.
Как правило, температура паяльника подбирается индивидуально для каждого типа пайки. Вместе с этим, для большинства типов пайки припоями ПОС-60 идеальной является температура 240-300 °C – начинать необходимо от наименьшего значения и постепенно увеличивать её по мере необходимости. При правильно подобранной температуре в конечном результате у вас должно быть блестящее соединение.
Припоя не должно быть слишком много, но вместе с тем его должно быть достаточно для равномерного заполнения пространства между деталями. И главное – не держите долго паяльник в зоне пайки. Для того, чтобы припой расплавился и заполнил пространство между деталями, достаточно 3-4 секунд.
Итак, основные азы пайки мы с вами рассмотрели, а теперь пройдемся по наиболее распространенным применениям пайки в повседневной жизни.
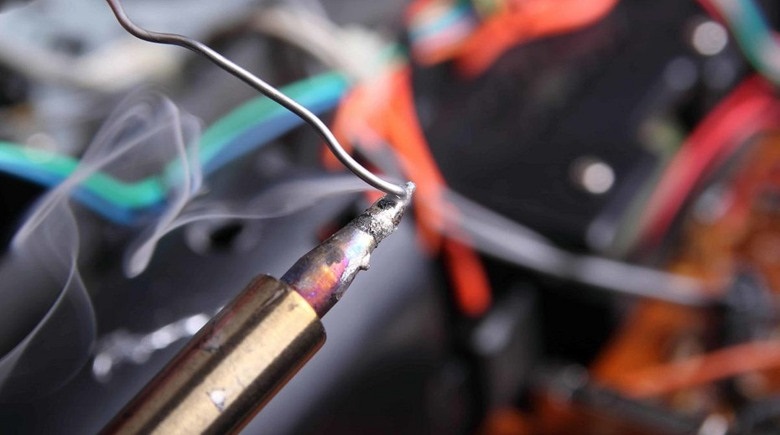
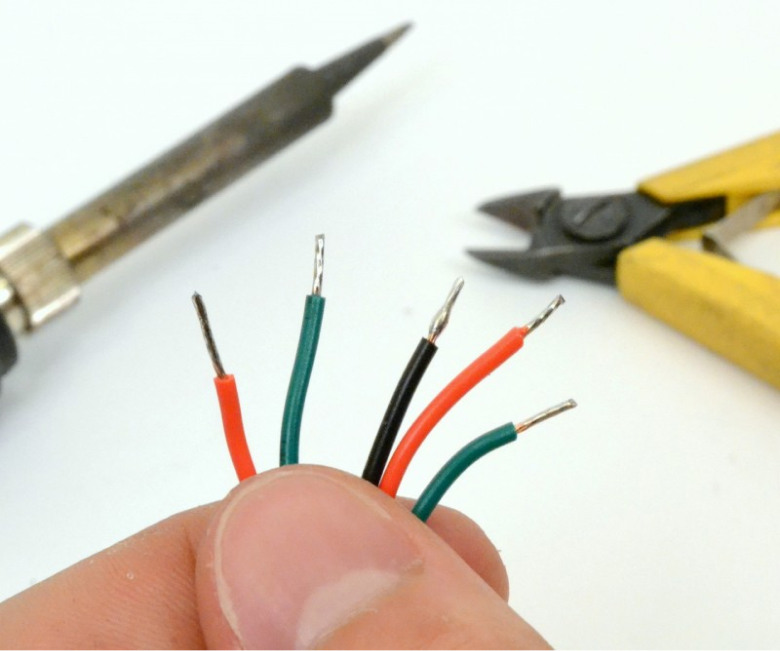
Пайка проводов
С пайкой проводов приходится сталкиваться чаще всего. Это может быть пайка проводов электросети вашего дома, пайка проводов в авто, пайка проводов наушников (рассмотрим подробнее позже) и т.д. В результате удается получить прочное, надежное соединение. Рассмотрим поэтапно процесс пайки проводов:
Такую методику целесообразно использовать для пайки электрических проводов. Если есть задача припаять провод к какой-либо поверхности, например, к контактам на плате, то предварительно кончики проводов необходимо залудить.
Для этого с провода также снимаем изоляцию и обезжириваем. После этого покрываем его флюсом и наносим припой. Также нужно залудить поверхность, к которой провод будет припаян. После этого процесс пайки будет легким и быстрым, а само соединение будет качественным и прочным.
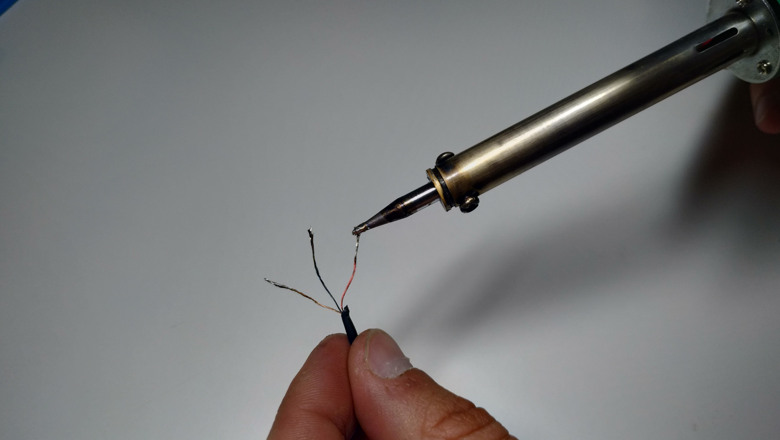
Как паять провода наушников?
Наверное, у каждого из нас в ящике лежит куча старых нерабочих наушников. Если вы уже решили научиться паять, то грех будет не попробовать воскресить хотя бы одни из них.
Обрыв провода – наиболее распространенная причина выхода из строя наушников. Казалось бы, достаточно просто определить место разрыва и перепаять провода. Но не все так просто. В процессе пайки проводов наушников приходится сталкиваться с проблемой лужения проводов. Провода наушников имеют лаковое покрытие, к которому припой ну просто никак не хочет приставать. Поэтому в первую очередь от него необходимо деликатно избавиться. Для этого существует несколько способов:
Залуженные таким образом провода легко паять как между собой, так и к коннектору наушников.
Подробнее с полным процессом пайки наушников вы можете ознакомиться в нашем видео.
Пайка радиокомпонентов на плату
Как паять провода вы уже знаете, поэтому переходим к более сложному – пайке радиокомпонентов на платах. Кто-то сталкивался с этим давно в школе на радиокружках, для кого-то это будет новый опыт. Рассмотрим (а некоторым напомним) нюансы пайки разного типа радиокомпонентов.
Пайка резисторов, конденсаторов и диодов с выводами
Технология пайки и выпайки такого типа радиокомпонентов не сложна, но требует слаженной работы паяльником с использованием вспомогательного ручного инструмента. Радиокомпоненты такого типа как правило имеют только два вывода, поэтому при выпайке необходимо по очереди прогревать паяльником припой на каждом из выводов и понемногу вытягивать компонент из посадочного места.
После того как компонент выпаян необходимо освободить отверстия на плате от остатков припоя. Это можно сделать при помощи паяльника и тонкого острого инструмента, например, при помощи обычной зубочистки.
Пайка нового элемента на плату происходит следующим образом:
Пайка SMD-компонентов
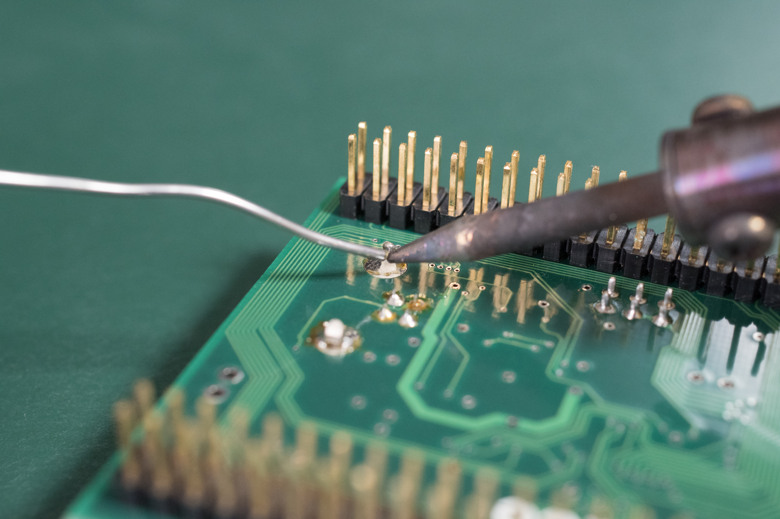
Пайка SMD-компонентов выполняется поверхностным монтажом на контакты на плате. На сегодня 90% пайки радиокомпонентов происходит именно таким образом. Как правило, для выпайки нерабочих радиокомпонентов используются специальные жала для SMD, но фактически такое жало можно изготовить самостоятельно. Для этого вам понадобится медный провод диаметром 1 мм. Его необходимо намотать несколько раз вокруг обычного жала паяльника как показано на фото.

Процесс пайки SMD-компонентов следующий:
Ну что же, поздравляем! В первую очередь с тем, что вы дочитали эту статью до конца 😉 Также мы очень надеемся, что смогли помочь вам получить и освоить основные навыки пайки. Как мы говорили в начале статьи, пайка – это постоянная практика. Поэтому практикуйтесь, практикуйтесь и еще раз практикуйтесь! Главная цель этой статьи – сопроводить вас в увлекательный мир пайки и дать основу, а остальную информацию вы можете легко найти по запросу к «О, великому Гуглу» или в наших статьях и видео. Также будем рады проконсультировать вас по любым вопросам по подбору паяльного оборудования – вот контакты нашей технической поддержки.
И помните самое главное – канифоли много не бывает! 🙂
Нравятся наши статьи? Тогда вы точно зацените видео на эту тему!



