Работа на сверлильных станках
Сверлильные станки занимают особую нишу среди металлорежущего оборудования. Данная техника незаменима при обработке внутренних поверхностей самого разного формата. Это могут быть конические и цилиндрические поверхности, различные резьбы и торцы. Ниже мы рассмотрим особенности, которыми отличается работа на сверлильных станках.

С чего всё начинается
Работа на станке начинается с подготовки базовых поверхностей детали. Мастер намечает, каким образом будет производиться резание, а также подбирает наиболее оптимальную схему фиксации заготовки на рабочем столе. После этого выбирается рабочий инструмент и его типовой размер. В конце назначается режущий режим.
Сверление
Сверление – это ключевая функция станков, о которых идет речь. Оно нужно для создания отверстий в различных деталях. Нередко в качестве таковых выступают крепежные детали, такие как шпильки и болты. Кроме того, с помощью станков производятся отверстия для облегчения конструкций.
Сверление производится по разметке или же по кондуктору. Очень часто в точке, где производится сверление, делается зацентровка специальным элементом, предназначенным для этих целей. За счет этого мастеру удается достичь предельной точности.
Работа на сверлильных станках подразумевает использование самых разных комплектующих. Наиболее популярный инструмент – спиральные сверла диаметром до 80 миллиметров. Данный инструмент отличается небольшой жесткостью. Специалисты рекомендуют подбирать сверла минимально возможной длины и фиксировать их с незначительным вылетом. В процессе работы с деталями из труднообрабатываемых видов стали рекомендуется использовать традиционные сверла спирального типа с подходящими геометрическими параметрами.
Также во время работы на станках для сверления активно используется инструмент из быстрорежущих металлов. Данный вид инструмента обеспечивает максимально точное резание высокопрочных видов чугуна и стали, а также цветных сплавов.
Рассверливание
Рассверливание также является одним из функциональных направлений использования сверлильного инструмента. Данная операция подразумевает увеличение диаметра отверстия детали. Рассверливание необходимо при работе с отверстиями, чей диаметр превышает 30 миллиметров. 
Особенность рассверливания состоит в том, что скорость резания соответствует сверлению при удвоенной подаче инструмента.
Зенкерование
Зенкерование – это операция по увеличению размера и улучшению точности отверстий. Зенкерование применяется как завершающая обработка. На сегодняшний день зенкерование производится специальными инструментами – зенкерами. Они могут иметь различное целевое назначение. Некоторые зенкеры используются для обработки чугунных заготовок, другие – для работы с жаропрочными и антикоррозионными видами сталей, третьи – для зенкерования отверстий в алюминиевых и медных конструкциях.
Развертывание
Развертывание – одна из важных операций, которая часто имеет место при работе на сверлильном оборудовании. Она подразумевает окончательную завершающую обработку отверстия. Для развертывания используются специальные инструменты, получившие название разверток. Для обработки отверстий диаметром до 300 миллиметров, как правило, задействуются обыкновенные развертки.

Нарезание резьбы
Обработка деталей на сверлильных станках подразумевает также создание различных резьб. Нарезание, как правило, производится с помощью гаечных или машинных метчиков. Последние требуют последующего вывертывания из отверстия, что нужно учитывать во время нарезания.
При работе с цветными сплавами и пластичными видами стали часто используются бесстружечные метчики. Их можно использовать при работе с отверстиями размером до 36 миллиметров.
Зенкование
Зенкование – это обработка углублений, необходимых для маскировки головки крепежных элементов. Зенковка осуществляется с помощью направляющего центрирующего инструмента. Это нужно для совпадения двух осей.

Цекование
Под цекованием подразумевается обработка поверхностей бобышек, используемых в качестве опоры гаечных и винтовых головок. Очень важно, чтобы стержень крепежного элемента не деформировался в процессе затяжки. Для этого нужно контролировать положение торца, который должен находиться четко перпендикулярно оси. Специальный инструмент, который называется цековка, дополняется специальным направляющим инструментом.
Выводы
Процесс работы на сверлильном станке может быть самым разным. Данный вид техники отличается широкой функциональностью и высокой точностью. За счет этого сфера применения сверлильного станка довольно-таки значительна. Мы же рассмотрели только основные направления использования данной металлорежущей техники.
Обработка заготовок на сверлильных станках
Сверление – лезвийная обработка резанием отверстий осевым инструментом; главное движение, вращательное, и движение подачи, прямолинейное, придаются инструменту.
1. Виды работ, выполняемые на сверлильных станках
На сверлильных станках производят сверление, рассверливание зенкерование, развертывание, зенкование, цекование, обработку ступенчатых отверстий и нарезание внутренних резьб. Сверлением (рис. 16, а) получают сквозные и глухие отверстия. Рассверливанием (рис. 16, б) увеличивают диаметр ранее просверленного отверстия.
Зенкерованием (рис. 16, в) также увеличивают диаметр отверстия, но по сравнению с рассверливанием зенкерование позволяет получить большую точность и производительность обработки.
Зенкерованием можно обрабатывать отверстия, полученные в заготовке литьем или давлением. Развертывание (рис. 16, г) – чистовая операция, обеспечивающая высокую точность отверстия. Развертыванием обрабатывают цилиндрические и конические отверстия после зенкерования или растачивания. Зенкованием (рис. 16, д, е) обрабатывают цилиндрические и конические углубления под головки болтов и винтов. Для обеспечения перпендикулярности и соосности обработанной поверхности основному отверстию режущий инструмент (зенковку) снабжают направляющим цилиндром (рис. 16, д).
Цекованием (рис. 16, ж, з) обрабатывают торцевые опорные плоскости для головок болтов, винтов и гаек. Перпендикулярность обработанной торцевой поверхности основному отверстию обеспечивает направляющий цилиндр режущего инструмента (цековки). Центровочным сверлом (рис. 16, и) обрабатывают центровые базовые отверстия в валах. Внутреннюю резьбу обрабатывают метчиками (рис. 16, к). При этом скорость движения подачи должна быть равна шагу резьбы (So = h). Сложные поверхности обрабатывают комбинированным инструментом (рис. 16, л).
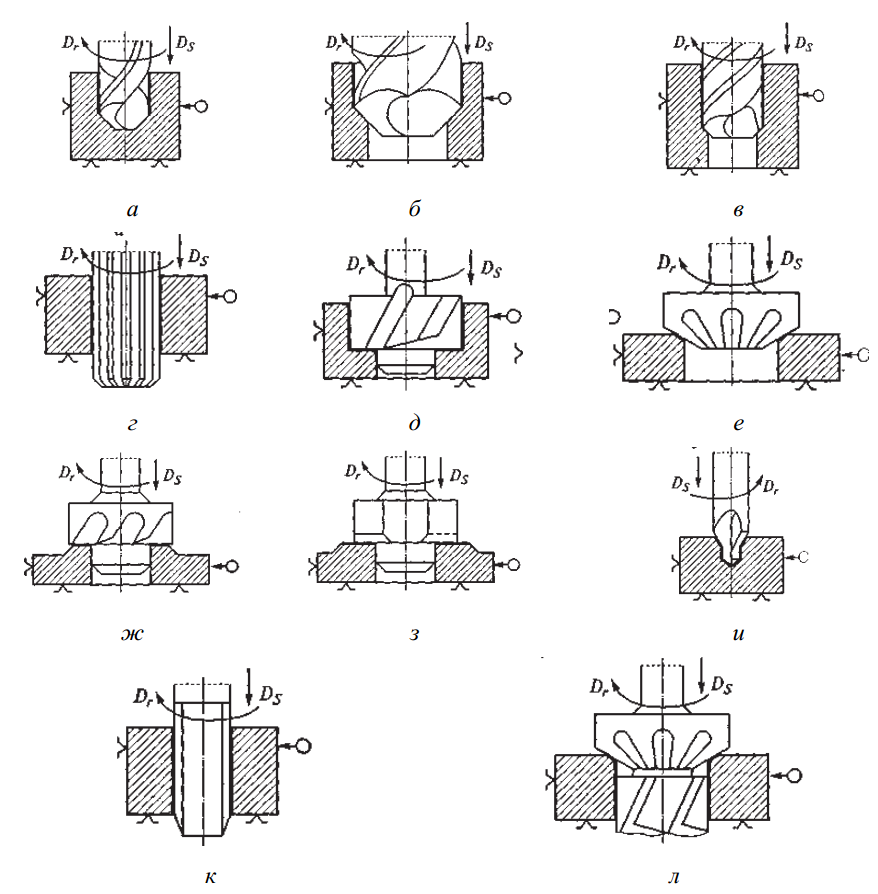
Рис. 16. Схемы обработки поверхностей на сверлильных станках: а – сверление; б – рассверливание; в – зенкерование; г – развертывание; д, е – зенкование; ж, з – цекование; и – обработка базовых центровых отверстий; к – нарезание внутренних резьб; л – обработка сложных поверхностей
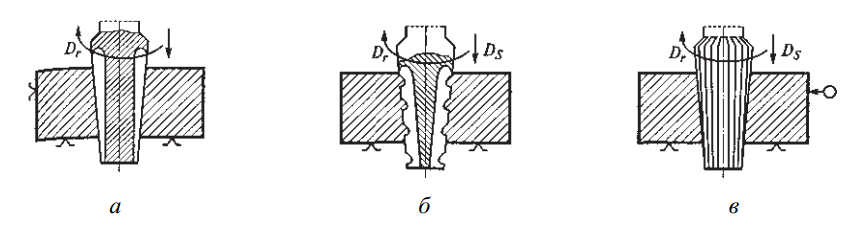
Рис. 17. Обработка точных конических отверстий: а – зенкерование ступенчатым зенкером; б – черновое развертывание; в – чистовое развертывание
Схема обработки точного конического отверстия следующая: сверление цилиндрического отверстия; зенкерование ступенчатым коническим зенкером (рис. 17, а); развертывание конической разверткой со стружкоразделительными канавками (рис. 17, б); развертывание гладкой конической разверткой (рис. 17, в).
2. Виды, элементы и геометрия осевого инструмента
Сверла бывают спиральные, перовые, для глубокого сверления (шнековые, кольцевые, ружейные, пушечные), центровочные и комбинированные (специальные).
Спиральное сверло (рис. 18, а) имеет рабочую часть 9 и хвостовик 7. Хвостовик служит для закрепления сверла в рабочем приспособлении станка и выполняется цилиндрическим или коническим. Конический хвостовик снабжен лапкой 6, предохраняющей его при выбивании сверла из шпинделя станка. Рабочая часть сверла выполняется из инструментальной стали или с напайными пластинками твердого сплава. Она осуществляет процесс резания, формирует поверхность обрабатываемого отверстия, отводит стружку из зоны резания и направляет сверло при обработке.
Рабочая часть 9 состоит из направляющей 8 и режущей 10 частей. Направляющая часть имеет две винтовые канавки 5, необходимые для отвода стружки из зоны резания, и две ленточки 4, необходимые для направления сверла. Режущая часть имеет две главные режущие кромки 11, образованные передними 1 и главными задними 3 поверхностями. Главные режущие кромки соединяются под углом 2φ поперечной кромкой 2. От значения угла 2φ зависят толщина и ширина срезаемого слоя, соотношение между радиальной и осевой составляющими силы резания и температура в зоне резания.
Передний угол γ измеряют в главной секущей плоскости, проходящей перпендикулярно главной режущей кромке. Задний угол α измеряют в плоскости, проходящей через точку главной режущей кромки параллельно оси сверла. Значения углов изменяются от центра сверла к его периферии: от периферии сверла к центру угол γ уменьшается, а угол α увеличивается. Передний угол поперечной кромки отрицателен и равен примерно 60°, следовательно, поперечная кромка сминает и скоблит обрабатываемый материал, что резко повышает силу резания. Для уменьшения влияния поперечной кромки на процесс резания обработку отверстий большого диаметра рационально проводить в два этапа: сверление отверстия сверлом меньшего диаметра и рассверливание отверстия сверлом нужного диаметра. Ленточка сверла служит для центрирования сверла по обработанной поверхности и обеспечивает возможность его многократной переточки.
Ширина ленточек промышленных сверл 0,2–3 мм. По ленточке сверло имеет обратную конусность 0,03–0,12 мм на 100 мм длины.
Перовые сверла (рис. 18, б) значительно проще и дешевле в изготовлении, чем спиральные, жесткость их несколько выше. Они предназначены для обработки сравнительно коротких отверстий. Рабочая часть сверла выполняется в виде тонкой пластины с двумя режущими кромками, расположенными относительно друг друга под углом 2φ, который равен 116–118°.
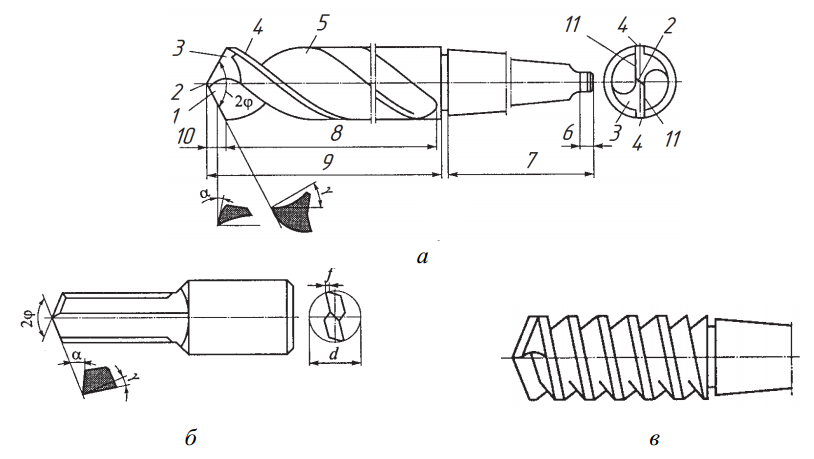
Рис. 18. Сверла: а – спиральное: 1 – передняя поверхность; 2 – поперечная кромка; 3 – главная задняя поверхность; 4 – ленточка; 5 – винтовая канавка; 6 – лапка; 7 – хвостовик; 8 – направляющая часть; 9 – рабочая часть; 10 – режущая часть; 11 – главная режущая кромка; б – перовое: d – диаметр сверла; α, γ, φ – углы резания; в – шнековое
Шнековые сверла (рис. 18, в) выполняются с большим углом наклона винтовых канавок (до 60°), что позволяет сверлить отверстия с отношением длины к диметру до 30 за один проход без периодического вывода сверла из отверстия для удаления стружки.
Зенкеры, зенковки и развертки – это многолезвийные размерные осевые режущие инструменты, предназначенные для предварительной или окончательной обработки отверстий, полученных на предшествующих операциях. Общим конструктивным элементом этих режущих инструментов является рабочая часть 3 (рис. 19, а, е) и присоединительная часть. Присоединительная часть выполняется в виде цилиндрического или конического хвостовика (концевой инструмент) либо конического или цилиндрического отверстия с поперечной канавкой на торце (насадной инструмент).
По конструктивному исполнению и используемому материалу эти инструменты делятся на цельные из быстрорежущей стали; оснащенные напайными пластинами из твердого сплава; сборные с механическим креплением быстрорежущих или твердосплавных ножей; с механическим креплением многогранных твердосплавных пластин.
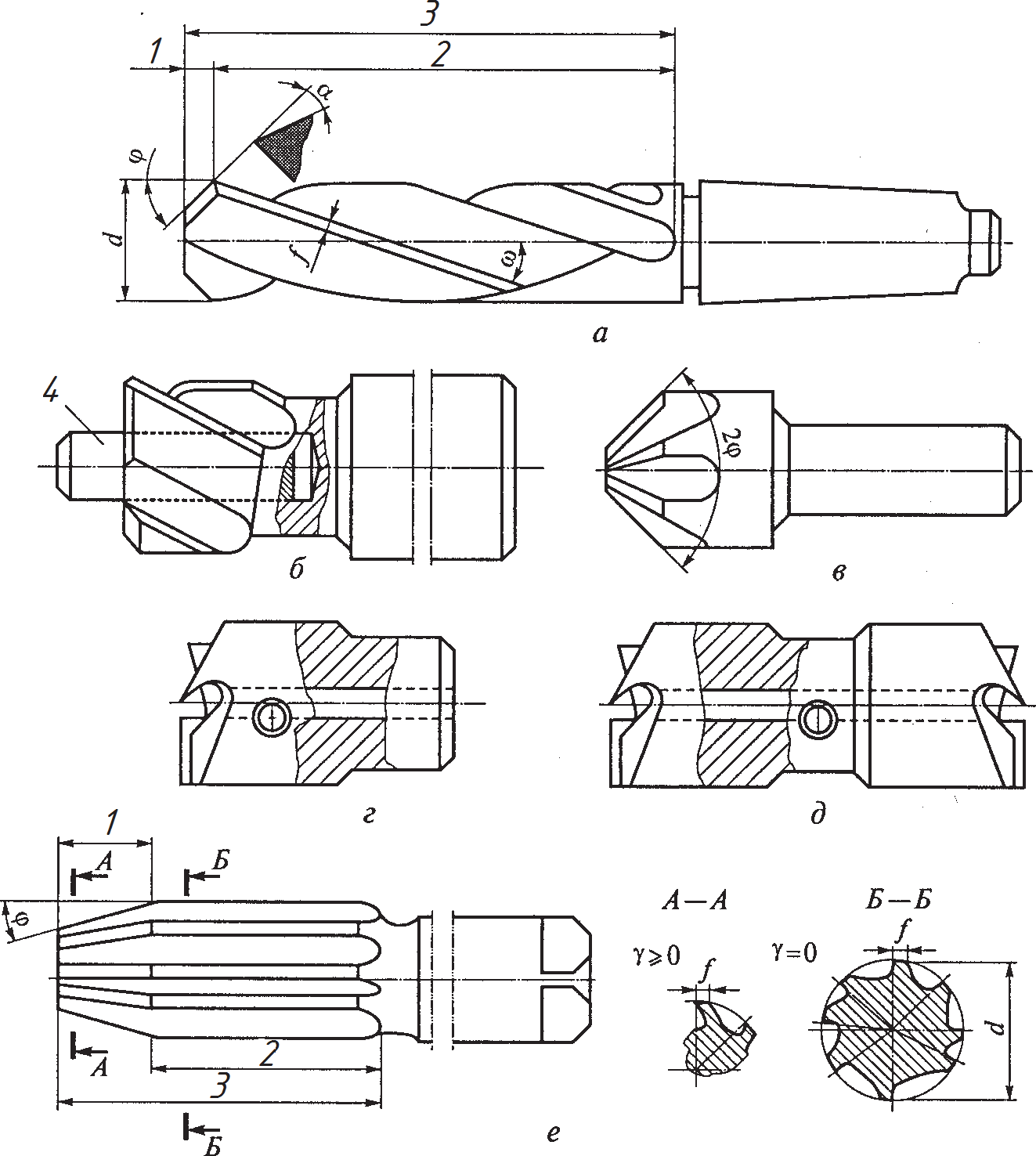
Рис. 19. Зенкеры, цековки, зенковки и развертки: а – зенкер; б, в – зенковка; г – односторонняя обратная цековка; д – двухсторонняя цековка; е – развертка; 1 – режущая часть; 2 – калибрующая часть; 3 – рабочая часть; 4 – цапфа; d – истинный диаметр развертки; f – ширина ленточки; α, γ, φ, ω – углы резания
С помощью зенкеров (рис. 19, а) обрабатывают цилиндрические отверстия, полученные сверлением, литьем, ковкой, штамповкой, с целью придания им более правильной геометрической формы, повышения размерной точности и уменьшения шероховатости поверхности. Режущая часть 1 (рис. 19, а) зенкеров характеризуется углом наклона стружечных канавок или ножей ω, передним и задними углами, главным углом в плане и шириной ленточки f. Обычно зенкеры имеют правый наклон канавок, что обеспечивает хороший отвод стружки и положительный передний угол. Зенкеры для обработки глухих отверстий выполняются с режущей кромкой, перпендикулярной оси зенкера (φ = 90°).
Главный угол в плане влияет на толщину и ширину срезаемого слоя и, соответственно, на составляющие усилия резания и условия теплоотвода от угловых точек зуба инструмента.
Для обработки опорных поверхностей под крепежные винты применяются зенковки со сменной цапфой 4 (рис. 19, б). Для обработки конических поверхностей под головку винта и обработки центровых отверстий применяют зенковки, показанные на рис. 19, в.
Для подрезки торцов и приливов применяются односторонние (рис. 19, г) и двусторонние (рис. 19, д) цековки.
Развертка (рис. 19, е) – чистовой осевой инструмент, позволяющий обрабатывать точные цилиндрические и конические отверстия на станках сверлильной, токарной, расточной групп или вручную.
Цилиндрические развертки позволяют обрабатывать отверстия точ ностью по 6–11-му квалитетам, с шероховатостью Ra 0,8–1,6 мкм. Важным параметром разверток является их исполнительный диаметр. Конические развертки предназначены для предварительной и чистовой обработки конических отверстий с конусностью 1:50; 1:30; 1:20; 1:16. Особенность конических разверток – отсутствие калибрующей части. Главными режущими кромками являются образующие конуса по всей длине зубьев. Они затачиваются по передней и задней поверхностям. Вдоль режущих кромок, по конусу, оставлена узкая ленточка шириной не более 0,05 мм, что позволяет точно выдержать конусную поверхность и уменьшить шероховатость обработанной поверхности. Передний и задний углы равны соответственно 5 и 10°.
Комбинированные инструменты применяют для обработки сложных по конфигурации отверстий.
В зависимости от назначения и формы отверстий комбинированные инструменты составлены из сверл, зенкеров и разверток, работающих или последовательно, или параллельно.
3. Режимы резания при сверлении
Процесс сверления протекает в более тяжелых условиях, чем точение. В процессе резания затруднен отвод стружки и подача охлаждающей жидкости в зону резания. Стружка дополнительно трется о поверхность канавок сверла, а ленточки сверла – об обработанную поверхность. Выделяемое при резании количество теплоты в основном поглощается режущим инструментом и заготовкой. Особенно это заметно при сверлении отверстий в материалах с низким коэффициентом теплопередачи (например, пластмассы, бетон). При обработке этих материалов до 95 % выделяемой теплоты поглощается сверлом, и если не использовать охлаждение, происходит оплавление режущих кромок сверла.
Скорость резания по сечению сверла не постоянна, она уменьшается от периферии сверла к его центру. Следовательно, по сравнению с точением при сверлении увеличены деформации срезаемого слоя и стружки трение (пары «сверло – заготовка», «стружка – сверло», «стружка – заготовка»); необходимо занижать скорость резания на 30–60 %.
За скорость резания V, м/мин, при сверлении принимают окружную скорость наиболее удаленной точки режущего лезвия. При назначении скорости движения подачи различают подачу минутную Sм, подачу на оборот Sо и подачу на зуб Sz. За глубину резания t, мм, принимают половину диаметра сверла (при сверлении отверстия в сплошном материале) или половину разницы между диаметром обработанного отверстия и заготовки (при рассверливании, зенкеровании и развертывании):
где D – наружный диаметр сверла (диаметр обрабатываемого отверстия), мм; n – частота вращения шпинделя станка, об/мин; z – число зубьев; d – диаметр отверстия в заготовке, мм.
4. Станки сверлильной группы
В единичном и мелкосерийном производстве применяются вертикально-сверлильные станки – ВСС (рис. 20, а). На фундаментной плите смонтирована колонна 8, по вертикальным направляющим которой перемещаются стол 2 и сверлильная головка 4. Установочные перемещения стола осуществляются вручную с помощью винтового домкрата 1. На верхней плоскости стола 2 устанавливаются рабочие приспособления или заготовка. Установочные вертикальные перемещения сверлильной головки осуществляются вручную за счет системы противовесов 7, прикрепленных к сверлильной головке тросом, перекинутым через блок 6. Вращательное движение инструменту передается от электродвигателя 5 через коробку скоростей и шпиндель 3. Механизмы главного движения и движения подачи размещены внутри сверлильной головки.
В индивидуальном и серийном производстве широко применяют вертикально-сверлильные станки с ЧПУ. Их особенностью является сочетание легкой переналадки станка на обработку различных изделий с автоматическим или полуавтоматическим циклом работы. Вертикально-сверлильный станок с ЧПУ показан на рис. 20, б. По вертикальным направляющим станины 8 движутся салазки 15, по горизонтальным направляющим которых перемещается стол 2. Движения стола и салазок осуществляются по числовой программе, что обеспечивает точное перемещение заготовки относительно режущего инструмента. По направляющим вертикальной части станины (стойки) перемещается сверлильная головка 4 со шпинделями 3. Внутри сверлильной головки размещены механизмы главного движения и движения подачи. Все перемещения (движения) режущих инструментов осуществляются по программе.
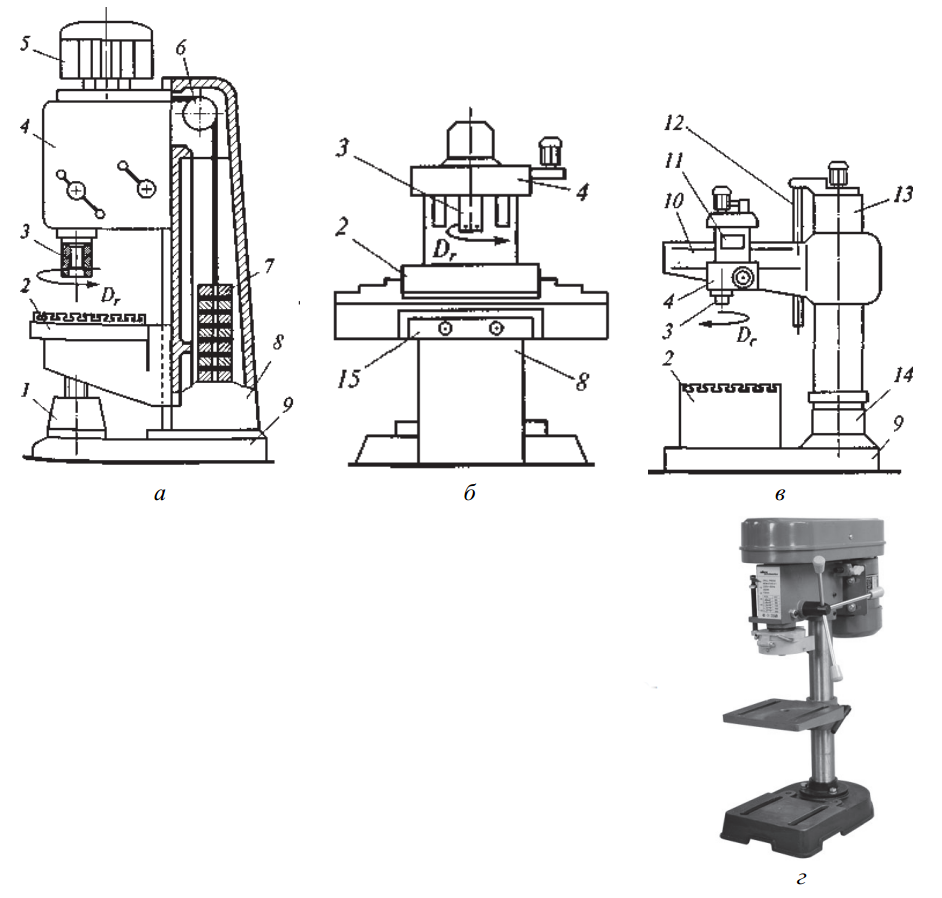
Рис. 20. Станки сверлильной группы: а – вертикальносверлильный станок; б – вертикально-сверлильный станок с ЧПУ; в – радиально-сверлильный станок; 1 – домкрат; 2 – стол; 3 – шпиндель; 4 – сверлильная головка; 5 – электродвигатель; 6 – блок; 7 – противовес; 8 – вертикальная станина (колонна); 9 – фундаментная плита; 10 – траверса; 11 – коробка скоростей; 12 – винтовой механизм; 13 – гильза; 14 – тумба; 15 – салазки; г – ВСС Aiken MDM
При последовательной обработке нескольких отверстий в массивных или крупногабаритных заготовках применение вертикально-сверлильных
станков крайне неудобно, так как практически невозможно точно совместить ось вращения режущего инструмента с осью обрабатываемого отверстия. Поэтому при обработке таких заготовок применяются радиальносверлильные станки (рис. 20, в), при работе на которых заготовка остается неподвижной, а шпиндель с инструментом перемещается относительно заготовки и может устанавливаться в требуемой точке горизонтальной плоскости.
На фундаментной плите 9 закреплена тумба 14 с вертикальной колонной. На колонне установлена гильза 13, поворачивающаяся относительно колонны в горизонтальной плоскости на 360°. Траверса 10, закрепленная на гильзе, может вертикально перемещаться относительно колонны благодаря винтовому механизму 12. На траверсе имеются горизонтальные направляющие, по которым перемещается сверлильная головка 4. Механизм сверлильной головки состоит из шпинделя 3, коробки скоростей 11 и коробки подачи. Заготовка устанавливается неподвижно на стол 2. Угловые перемещения траверсы и радиальные перемещения сверлильной головки в горизонтальной плоскости позволяют точно установить режущий инструмент относительно оси обрабатываемого отверстия.
Основные операции, выполняемые на сверлильных станках
На вертикально-сверлильных станках можно выполнять следую-щие операции:
1. Сверление – получение сквозных и глухих отверстий сверлом в сплошном материале (рис.2.1, а).
2. Рассверливание – обработка предварительно полученных отверстий сверлением, литьём или
3. Зенкерование позволяет увеличить диаметр отверстия, повысить точность и уменьшить

Рис. 2.1. Схемы обработки заготовок на вертикально-сверлильных станках
4. Развертывание отверстий, которое обычно производится после зенкерования с целью дальнейшего повышения точности и уменьшения шероховатости отверстия (рис. 2.1, г). Инструментом является развёртка,
5. Нарезание резьбы в отверстиях осуществляется машинными метчиками (рис. 2.1, д) с
6. Зенкование применяется для обработки конических и центровых отверстий с целью увеличения
7. Цекование (подрезка торцов) обеспечивает перпендику-лярность торца обрабатываемой детали
Обрабатываемая заготовка крепится на столе сверлильного станка с помощью различных приспособлений. В качестве приспо-собления используются прижимные планки, машинные тиски, призмы, угольники. Если обработке подвергается большая партия деталей, их крепят в специальных приспособлениях (кондукторах).
Управление станком
Пусковая и защитная аппаратура электрической схемы размеще-на в станине под крышкой 8. Включение электродвигателя Б станка с червячной передачей и ходовым винтом 9 для механического подъёма или опускания стола с обрабатываемой заготовкой осуще-ствляется переключателем 7, расположенным с правой стороны на крышке 8 станины. Включение и отключение электродвигателя Е

Рис. 2.2. Общий вид вертикально-сверлильного станка 2НI18
осуществляется нажатием соответствующих кнопок на пусковом щитке Ж. Переключение скоростей вращения шпинделя осуще-ствляется рукояткой 5, расположенной по лицевой стороне свер-лильной головки. Эта рукоятка имеет три положения по окружности и три вдоль оси. Вокруг оси вращения рукоятки размещена таблица с указанием чисел оборотов шпинделя. Для установления требуемого числа оборотов шпинделя рукоятку 5 поворачивают по окружности и перемещают ее вдоль оси поворота до совпадения указателя с над-писью соответствующего числа оборотов. На станке можно работать с ручной и механической подачей шпинделя на заданную глубину, а при нарезании резьбы с автоматическим реверсированием шпинделя также на заданной глубине. Для отсчета обработки на заданную глу-бину служит лимб 6. Ручное перемещение шпинделя осуществляется вращением штурвала 3, а для механической подачи необходимо нажать кнопку 10. Для переключения подач служит рукоятка 4, которая имеет три положения по окружности и два по оси. Эта рукоятка расположена под рукояткой переключения чисел оборотов шпинделя 5. Требуемая величина подачи устанавливается по таблице, размещенной под рукояткой 4, аналогично переключению чисел оборотов шпинделя. Поворот рукояток 4 и 5 допускается только после полной остановки вращения шпинделя нажатием кнопки «Стоп» щитка Ж. После настройки на заданное значения оборотов шпинделя и подачи станок включается нажатием кнопок «Вправо» или «Влево».
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ № 12
Машинная формовка применяется при изготовлении песчаных форм в крупносерийном и массовом производстве средних и мелких отливок. Литейные формы, изготовленные на формовочных машинах, имеют более равномерное уплотнение, большую прочность и лучшую газопроницаемость. Процесс изготовления формы при машинной формовке состоит из следующих механизированных операций: наполнение опоки формовочной смесью, уплотнение смеси в опоке, удаление модели из формы, сборка формы, транспортировка формы к месту заливки конвейером.
Приготовленная единая формовочная смесь транспортерами подается в бункер, расположенный над формовочной машиной. Наполняются опоки формовочной смесью из бункера дозатором, выдающим определенную порцию смеси.
Способы машинной формовки
По способу уплотнения формовочной смеси различают машины
прессовые, встряхивающие, пескодувные и пескометные, а по способу удаления моделей из формы — машины со штифтовым подъемом, с поворотной плитой и перекидным столом.
Изготовление форм на прессовых машинах. Эти машины наиболее производительны, так как уплотнение формовочной смеси длится всего 4…5 сек. Применяют прессовые машины с нижним и верхним прессованием.
На рис. 1.1, а показана схема верхнего прессования. Траверса 6, ккоторой крепится прессовая колодка 5, может отводиться в сторону. На столе машины 1 закреплена модельная плита 2. Под действием сжатого воздуха стол поднимается вверх, и прессовая колодка впрессовывает формовочную смесь в опоку 3 из наполнительной рамки 4.
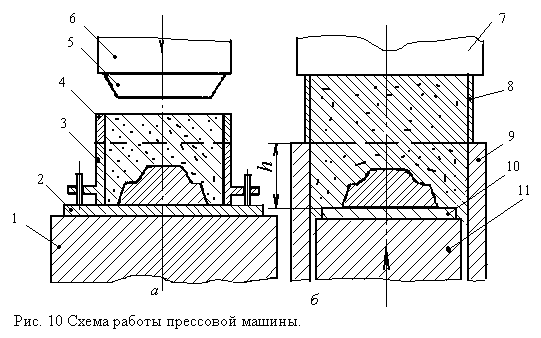
Рис. 1.1. Схема работы прессовой машины
На рис. 1.1, б изображена схема нижнего прессования. Она применяется для формовки невысоких опок до 200…250 мм; использование более высоких опок нецелесообразно из-за неравномерного уплотнения смеси по высоте. Прессовый стол 11 с укрепленной на нем модельной плитой 10 поднимается внутри неподвижного стола 9, входит в опоку 8 и уплотняет формовочную смесь. Опока располагается между неподвижным столом и траверсой 7. Ход стола должен точно равняться высоте h, чтобы плоскость разъема модели после уплотнения совпала с плоскостью разъема формы.
Следует отметить, что формовочная смесь на прессовых машинах уплотняется неравномерно: так, при нижнем прессовании смесь, прилегающая к модели, уплотняется сильно, а при верхнем — слабо. Более распространены машины с верхним прессованием, благодаря своей простоте и долговечности. В прессовых машинах иногда совмещают прессование с вибрацией, что улучшает равномерность уплотнения смеси по высоте опоки.
Изготовление форм на встряхивающих машинах. Встряхивающие формовочные машины считаются универсальными, так как их применяют для встряхивания полуформ массой от 100 кг до 40 т.

Рис. 1.2. Схема работы встряхивающей машины: а – исходное положение; б – подъем стола с опокой
На столе формовочной машины закрепляют модельную плиту 1 с моделью, на нее устанавливают опоку и заполняют формовочной смесью (рис. 1.2, а). Под действием сжатого воздуха, поступающего по трубопроводу 2, стол машины поднимается на высоту 50…60 мм (рис. 1.2,
Встряхивающие машины также неравномерно уплотняют смесь по высоте опоки: больше у модели, меньше — вверху опоки. Поэтому на встряхивающих машинах дополнительно подпрессовы-вают верхнюю часть полуформы. Недостатком встряхивающих машин является большой шум при работе.
Изготовление форм при помощи пескомета.Пескометы выполняют одновременно две операции: наполнение опоки формовочной смесью и ее уплотнение. Они весьма производительны. Если при работе ручной трамбовкой производи-тельность формовщика составляет всего 0,5…0,6 м 3 /чуплотненной формовочной смеси, на формовочных машинах — 8…10 м 3 /ч, то при использовании пескометов производительность возрастает до 12…13 м 3 /ч. Поэтому их применяют для набивки крупных и средних опок.
В метательной головке 6 на ось насажен ротор с лопаткой 4, совершающий 1450 об/мин (рис. 1. 3).

Рис. 1.3. Схема работы стационарного пескомета (а), метательная головка (б).
При вращении лопатка захватывает отдельные порции формовочной смеси, подаваемой транспортером 3, и с силой бросает их в опоку 5. Благодаря высокой скорости падения смесь в опоке уплотняется. Большой рукав пескомета 7 может поворачиваться вокруг вертикальной оси на необходимый угол. Малый рукав 8 с метательной головкой 6 также поворачивается вокруг вертикальной оси. На большом рукаве установлен бункер 1 и ленточный транспортер 2, а на малом — смонтирован транспортер 3. Смесь из бункера 1 подается на транспортер 2, далее по транспортеру 3 в метательную головку 6. Формовщик может перемещать метательную головку в горизонтальной плоскости в любом направлении над опокой. Пескометами достигается равномерное уплотнение формовочной смеси по всей высоте опоки.
Удаление модели из формы при машинной формовке. При ручной формовке перед удалением из формы модель несколько расталкивается, что нарушает конфигурацию получаемой полости и приводит к снижению точности получаемых отливок. При машинной формовке расталкивать модель не надо, так как она легко удаляется из формы специальными приспособлениями.
Для удаления модели из невысоких опок применяются машины со штифтовым подъемом. После уплотнения смеси (рис. 1.4, а) опока 1 снимается с модельной плиты при помощи перемещающихся вверх четырех штифтов 2, проходящих через отверстия в закрепленной на столе 4 модельной плите.

Рис. 1.4. Способы удаления модели из формы при машинной формовке:
а – штифтовым подъёмом опоки; б – протягиванием модели через протяжную плиту вниз; в – поворотной плитой; г – перекидным столом
На рис. 1.4, б изображена схема протяжки модели, имеющей три высоких ребра, расположенных на небольшом расстоянии друг от друга. При съеме такой формы с помощью штифтов земляной провисающий болван 3 (образованный ребрами) может обвалиться. Во избежание этого модель сделана из двух частей: неподвижной 1, укрепленной на модельной плите, и подвижных ребер 2, которые после набивки опоки опускаются вниз, протягиваясь через вырезы в модельной плите. Так как болван 3 при протяжке поддерживается снизу, то он не обваливается.
При формовке нижних опок для удаления моделей применяют поворотные плиты (рис. 1.4, в). После уплотнения смеси поворотная плита 1 с закрепленной на ней опокой 2 переворачивается на 180° (правое положение на рис. 1.4, в). Затем рабочий стол машины 4 поднимается вверх до соприкосновения с полуформой. Опоку открепляют от поворотной плиты, стол с полуформой двигается вниз, а модельная плита 3 остается на поворотной плите. Затем полуформа в рабочем положении (разъемом вверх) транспортируется конвейером к месту сборки.
На рис. 1.4, г приведена схема удаления модели из формы при помощи перекидного стола 1. Такая схема получила применение при формовке крупных форм с высокими болванами.
Машинная формовка стержней. При серийном и массовом производстве стержни изготавливают машинным способом. При этом резко возрастает производительность работ и повышается точность стержней. В зависимости от способа уплотнения стержневой смеси машины делят на мундштучные, прессовые, встряхивающие, пескодувные, пескострельные и пескометы.
Мундштучные машины используются при изготовлении стержней, имеющих постоянное сечение по длине. Стержневая смесь 4 выдавливается шнеком 1 через сменный мундштук 2, и получаю-щийся стержень 3 разрезают на куски необходимой длины. Недостатком мундштучных машин является то, что на них нельзя применять каркасы. Поэтому на мундштучных машинах изготовляют стержни диаметром не более 20…100 мм.
Автоматическая безопочная формовка используется при изготовлении форм для мелких отливок из серого, ковкого и высокопрочного чугунов и стали в серийном и массовом производствах. Изготовление литейных форм осуществляется на высокопроизводительных пескодувно-прессовых автоматических линиях (рис. 1.9). Правая модельная плита 1 закрепляется на прессовой машине, левая модельная плита 3 – на плите противодавления. Модельные плиты 1, 3, боковые стенки и головка 2 образуют формовочную камеру (рис. 1.9, а), которая заполняется формовочной смесью под действием сжатого воздуха под давлением 0,5…1,0 МПа.

Рис. 1.9. Схема процесса изготовления безопочных литейных форм на автоматических машинах
После этого формовочная смесь прессуется плунжером 4 под давлением до 2,0 МПа. Модельная плита 3 отходит влево и поворачивается в горизонтальное положение, а уплотненный ком формовочной смеси плунжером 4 проталкивается до соприкосновения с предыдущим комом, образуя полость 5 (рис. 1.9, б). В результате получается непрервыный ряд форм, которые заливают расплавленным металлом из ковша 6. После затвердевания и охлаждения отливок формы подаются на выбивную решетку, где отливки 7 освобождаются от формовочной смеси. Смесь поступает на переработку и повторное использование, а отливки – в обрубное отделение.
Автоматическая формовочная линия. Имеются автоматы, выполненные в виде карусельного станка с несколькими рабочими местами. Если автомат шестипозиционный, то через определенное время осуществляется поворот карусели на 1/6 часть оборота. Процесс формовки состоит из отдельных операций, которые выполняются во время коротких остановок карусели во всех шести позициях одновременно.
В первой позиции на карусель устанавливают пустые опоки; во второй —опоки автоматически заполняются формовочной смесью; в третьей —смесь уплотняется встряхиванием или прессованием; в четвертой — выполняется допрессовка смеси; в пятой — удаляют модель из полуформы и в шестой позиции полуформу снимают с карусели и отправляют к месту сборки. Производительность таких машин-автоматов достигает 240…300 полуформ в час.
Кроме карусели, вращающейся с кратковременными остановками, есть схемы автоматов с непрерывно вращающейся каруселью. Уплотнение формовочной смеси в этом случае производится пескометом, пескодувными или пескострельными машинами. Такая линия представлена на рис. 1.10. На ней выполняются все операции формовки, заливки и выбивки отливок. На позиции 1 специальным механизмом снимается верхняя опока, которая без формовочной смеси перемещается на позицию 13, нижняя полуформа с формовочной смесью и отливками конвейера 16 с позиции 1 направляется на позицию 2, а затем к механизму 3, где опока освобождается от смеси и отливок. Отливки отправляются в обрубное отделение, а формовочная смесь на переработку. Опоки, очищенные от формовочной смеси, подаются к формовочным автоматам; верхняя – на автомат 12, нижняя – на автомат 4. Смена модельных плит производится с помощью тележек 11.

Рис. 1.10. Схема автоматической формовочной линии
Нижняя полуформа, изготовленная на формовочном автомате 4, кантователем 8 переворачивается на 180° и на позиции 7 устанавли-вается на предварительно очищенную специальными щетками 5 тележку 6 литейного конвейера 16 и подается к механизму спарива-ния полуформ. Верхняя полуформа, изготовленная на автомате 12, по роликовому конвейеру 10 перемещается к позиции 9, где спарива-ется с нижней полуформой. Собранная литейная форма 14 по конве-йеру транспортируется на участок заливки 15. Установка стержней в литейную форму осуществляется во время продвижения ее по конвейеру от позиции 7 к позиции 9. Для увеличения продолжи-тельности охлаждения отливок в залитых формах конвейер выполнен с дополнительной петлей на двух уровнях.
Комплексная механизация и автоматизация, осуществляемая в литейных цехах, в несколько раз снижает общую трудоемкость производственных процессов, значительно увеличивает производи-тельность труда, улучшает качество продукции и обеспечивает непрерывность процесса.
На вертикально-сверлильных станках можно выполнять следую-щие операции:
1.Сверление – получение сквозных и глухих отверстий сверлом в сплошном материале (рис.2.1, а).
2.Рассверливание – обработка предварительно полученных отверстий сверлением, литьём или штамповкой с целью увеличения их диаметра (рис. 2.1, б).
3.Зенкерование позволяет увеличить диаметр отверстия, повысить точность и уменьшить шероховатость просверленных отверстий (рис. 2.1, в). В качестве инструмента используется зенкер, имеющий три винтовые канавки и режущую часть в виде неполного конуса.
Рис. 2.1. Схемы обработки заготовок на вертикально-сверлильных станках
4.Развертывание отверстий, которое обычно производится после зенкерования с целью дальнейшего повышения точности и уменьшения шероховатости отверстия (рис. 2.1, г). Инструментом является развёртка, которая имеет более 4-х канавок, а, следовательно, большее число режущих зубьев, что позволяет получить более высокое качество поверхности отверстия, чем сверление и зенкерование.
5.Нарезание резьбы в отверстиях осуществляется машинными метчиками (рис. 2.1, д) с использованием специального патрона.
6.Зенкование применяется для обработки конических и центровых отверстий с целью увеличения диаметра отверстия на определенную глубину или изменения формы отверстия. В качестве инструмента используются зенковки (рис. 2.1, е, ж).
7.Цекование (подрезка торцов) обеспечивает перпендику-лярность торца обрабатываемой детали относительно оси отверстия. Инструментом является цековка (рис. 2.1, з).
Обрабатываемая заготовка крепится на столе сверлильного станка с помощью различных приспособлений. В качестве приспо-собления используются прижимные планки, машинные тиски, призмы, угольники. Если обработке подвергается большая партия деталей, их крепят в специальных приспособлениях (кондукторах).
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ № 13
Штамп КГШП. Верхняя и нижняя части штампа КГШП представляют собой сборные конструкции, называемые универ-сальным пакетом (рис. 3). Пакет штампа состоит из нижней 1 и верх-ней 6опорных (монтажных) плит. Верхняя плита пакета перемещает-ся соосно нижней плите по направляющим колонкам 2. Верхняя плита крепится болтами к ползуну пресса, а нижняя ‒ к столу. Для этого в опорных плитах штампа предусмотрены пазы под болты. Узел направляющей колонки состоит из направляющей втулки 5, сальника 4, нижней крышки 3, защитной шайбы 7. Для размещения колонок в верхней и нижней опорных плитах предусмотрены специальные приливы (рис. 3, б).
Ручьи штампов КГШП. Деформирующими элементами в штампах КГШП являются верхние и нижние штамповые вставки 14. Для штамповки круглых в плане поковок используют чаще цилиндрические штамповые вставки I, II, III, а для удлинённых поковок – призматические. Вставки имеют отверстия, по которым перемещаются верхние и нижние выталкиватели 11, предназначенные для удаления поковки после штамповки. Наиболее надёжное крепление цилиндрических вставок достигается использованием прижимных планок 8 и клемм 12. Для поджатия вставок в радиальном направлении прижимные клеммы имеют скошенную грань, которая опирается в ответный паз опорных плит и при затягивании болтов прижимается к вставкам. Канавка для облоя, в отличие от молотовых штампов, выполняется с открытым магазином, чтобы избежать соударения верхней и нижней частей штампов во время работы или при наладке. Соударение штампов может привести к поломке пресса. На рис. 3 показана конструкция штампа с центральным выталкивателем.
| Рис. 12.7. Схема штампа КГШП: а — разрез штампа; б — вид сверху |
| Рис. 12.7. Схема штампа КГШП: а — разрез штампа; б — вид сверху |
| Рис. 12.7. Схема штампа КГШП: а — разрез штампа; б — вид сверху |
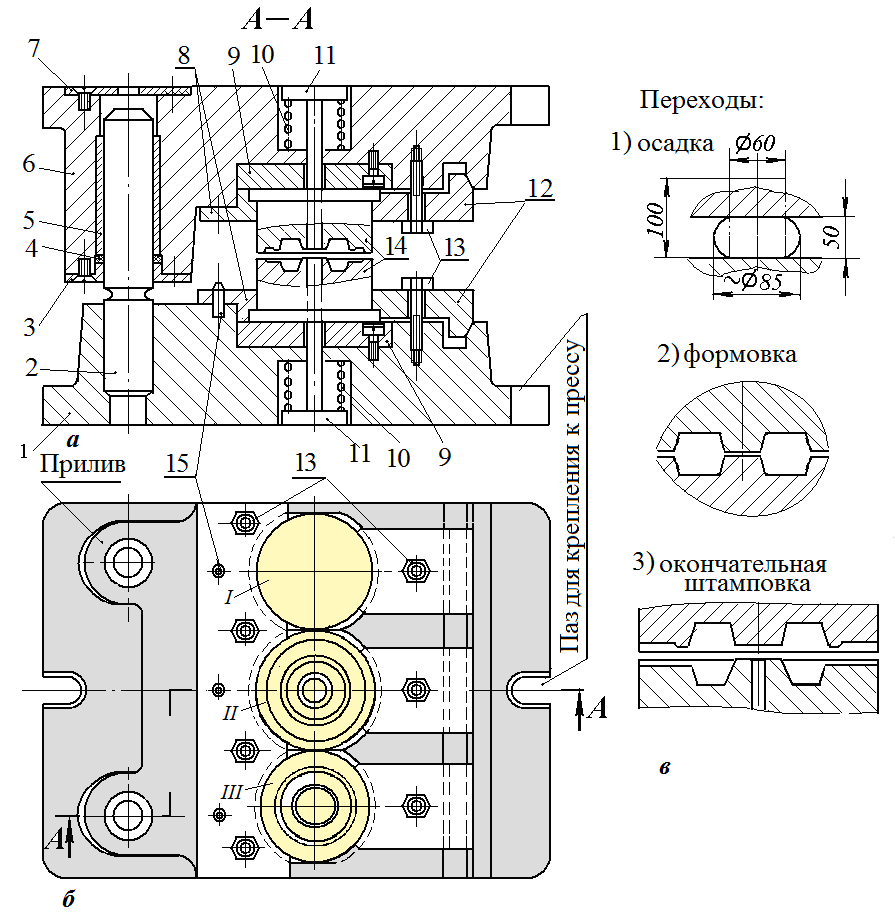
Рис. 3. Штамп КГШП для изготовления поковки детали типа «втулка»: а – разрез штампа; б – вид сверху (при снятом верхнем штампе); в–переходы штамповки; 1–нижняя опорная плита; 2–колонка напра-вляющая; 3 – крышка нижняя; 4 – сальник; 5 – втулка направляющая; 7–шайба защитная; 8–планка прижимная; 9–плита подштамповая; 10 –пружина; 11–выта-лкиватели; 12 – клеммы прижимные; 13 – болты; 14 – вставки; 15 – штыри центрирующие; I, II, III – вставки
штамповых вставок. Вставки опираются на общую подштамповую плиту 9. Вставку с окончательным ручьем II располагают в центре пакета, а площадку для осадки I и формовочный ручей III – по краям. При штамповке на КГШП имеются те же технологические отходы, что и при штамповке на молоте. Штамповкой на КГШП получают поковки разнообразной формы, включая заготовки для цилиндри-ческих и конических шестерен с зубом, для деталей с хвостовиками (клапаны двигателей, цапфы поворотных кулаков и т. п.) из различ-ных деформируемых сплавов.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.


Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.



