
Коррозионно-устойчивая сталь, в быту — нержавейка, является самым необходимым материалом в домашнем хозяйстве.
Из этой легированной стали изготовлена домашняя посуда, многие детали автомобилей так же выпускаются из нержавеющей стали.
Хорошо используемая в быту легированная сталь тяжело поддается термической обработке при сварке.
Неудобства выражаются существованием оксидной пленки на поверхности изделий, которая плавится при температуре не менее 2 000° C.
Однако существуют методики, которые позволяют ремонтировать или соединять детали из нержавейки методом сварки и даже в домашних условиях.
Лучшим способом для этой операции считается использование технологии ТІG — ручная сварка неплавящимся стержнем в среде инертной регулируемой атмосферы — аргоне.
Получаемые швы выделяются аккуратностью, надежностью, что необходимо при работе с легированным металлом.
Общие сведения
Защитная оксидная пленка на поверхности деталей из нержавейки затрудняет обработку металла.
Поэтому перед термической операцией, кромки соединяемых элементов нужно тщательно зачистить грубой щеткой.
Сразу же после подготовительной операции стоит приступить к сварке, пока поверхность деталей не покрылась оксидом повторно.
Получить надежный сварочный валик при сваривании нержавейки поможет правильное положение горелки.
Последнюю следует отклонить в противоположную плоскость от шва, а угол поворотного гусака — мундштука, должен составить 80°.
Не рекомендуется совершать колебательные движения при термической обработке, что послужит доступом атмосферного кислорода в ванну, уменьшением антикоррозийных свойств. Также не следует отключать подачу аргона сразу после операции.
Присадочный материал перед сварочной ванной держится 20-градусным углом, относительно соединяемых элементов.
Если же проволоку укладывать непосредственно на поверхность деталей из нержавейки, шов получится лучше, а капельный перенос металла значительно уменьшится.
Аппараты для домашних работ
Сварочные агрегаты для работы с нержавейкой дома должны выбираться исходя из следующих условий:
Если какой-либо параметр будет недостаточным, надеяться на хорошо свариваемые детали не придется.
QUАTTRО ЕLЕMЕNТІ МULТІ РRО 2100
Полуавтоматический аппарат инверторного типа РRО 2100 представляется классическим агрегатом, возможным проводить несколько видов сварки нержавейки дома.
Его характеристики выражены следующими показателями:
FUВАG ІRМІG 200 SYN
Полуавтоматический инвертор от латвийской фирмы Hunter. Агрегат работает на постоянном токе от домашней сети.
Располагает следующими характеристиками:
Аппарат снабжен горелкой, кабелями электрододержателя и заземления с зажимом, газовым шлангом. Цифровой дисплей улучшает пользование модулем в домашних условиях.
Дополнением является хомут для шланга и сменный ролик. Цена полуавтомата достигает 600 долларов США.
FОХWЕLD ІNVЕRМІG 185
Сварочный полуавтоматический инвертор, выполняет три вида сварки от бытовой электрической сети.
Модуль укомплектован 3 метрами силового кабеля, оснащен форсированием дуги, регулировкой подачи проволоки для сваривания нержавейки дома.
SVАRОG РRО МІG 160 SYNЕRGY
Компания Сварог выпускает сварочный инвертор с синергетическим управлением, полуавтомат МІG 160, для термических работ в регулированной защитной среде.
Агрегат легко меняет полярность, самостоятельно определяет силу тока, скорость подачи проволоки. Два дисплея полностью контролируют операцию сварки.
Сварочник питается от домашней сети, регулируется форсаж дуги. Свойства аппарата:
Сварог работает со сварочной проволокой, алюминием, дополнен холостым прогоном присадочного материала, тестовой продувкой газа, регулируемым форсажем электрической дуги.
АURОRА SРЕЕDWАY 175
Профессиональный инверторный полуавтомат, используется для ручной сварки нержавейки дома, полуавтоматической порошковой, в среде защитной атмосферы.
Синергетическое управление производится одной рукояткой, незаменим при операциях с алюминиевыми деталями толщиной до 10 мм.
Режим ММA дополняется мгновенным снижением напряжения при замыкании, форсажем электрической дуги, функцией антизалипания и горячего старта.
Легкая смена полярности тока, работа при 120 V, высокая устойчивость дуги со снижением образования брызг металла и цифровой дисплей облегчают проведение термической операции.
Сварка нержавейки в домашних условиях: варианты, советы, видео
Выполняя такую технологическую операцию, как сварка нержавейки, важно учитывать как физические свойства материала, так и его химический состав. Только в таком случае можно рассчитывать на то, что соединение будет выполнено качественно и надежно.

Аргонная сварка нержавеющей стали
Факторы сложности для сварки деталей из нержавеющей стали
Сварку нержавеющей стали затрудняет то, что данный материал относится к категории высоколегированных сплавов, а значит, в его составе в достаточно большом количестве содержатся элементы, влияющие на его основные свойства. В нержавейке, в частности, таким элементом является хром. Его содержание в данном сплаве может составлять 12–30%. Хром наряду с такими элементами, как никель, титан, марганец и молибден, формирует антикоррозионные свойства нержавеющей стали, но в то же самое время наделяет ее и другими особенностями, влияющими на свариваемость.
Для тех, кто не любит читать длинные статьи и вникать в технические тонкости, предлагаем сразу посмотреть два видео с наиболее актуальными для домашнего мастера вариантами сварки нержавеющей стали — электродом с помощью инвертора и опять же инвертором, но уже в среде защитного газа (аргона).
Сварка нержавейки должна выполняться с учетом следующих специфических характеристик этого материала.
По этой причине сварку нержавеющей стали всегда сопровождает значительная деформация соединяемых деталей. В отдельных случаях, когда свариваемые детали имеют значительную толщину и между ними не предусмотрен зазор, такие деформации могут привести даже к появлению крупных трещин.
Теплопроводность нержавеющей стали в 1,5–2 раза ниже, чем у низкоуглеродистых сплавов. Такая особенность материала приводит к тому, что соединяемые детали в зоне сварки проплавляются даже при меньших (на 15–20%), чем при сваривании изделий из низкоуглеродистой стали, силах тока.
При сильном нагреве (более 500 градусов Цельсия) в нержавеющих сталях возникает так называемая межкристаллитная коррозия. Происходит это потому, что по краям зерен структуры металла начинают формироваться прослойки, состоящие из карбида хрома и железа. Избежать этого явления можно не только тщательным подбором режима сварки, но и путем принудительного охлаждения свариваемых деталей из нержавейки, для чего можно использовать обычную воду. Однако следует иметь в виду, что охлаждать водой можно лишь детали, изготовленные из хромоникелевых сталей, которые имеют аустенитную внутреннюю структуру.
Перегрев электродов с хромоникелевыми стержнями
Из-за низкой теплопроводности соединяемых материалов и их повышенного электрического сопротивления сварка деталей из нержавейки сопровождается сильным нагревом электродов, стержни которых имеют хромоникелевый состав. Чтобы избежать этого нежелательного явления, используют электроды для сварки нержавейки длинной до 35 см.

Сварочные электроды Sabaros ME 101 3,2мм для сварки нержавеющих сталей
Наиболее распространенные способы сварки нержавеющей стали
Сварка изделий из нержавеющих сталей, характеризующихся повышенным содержанием хрома, может выполняться с использованием нескольких технологий. Сюда, в частности, относятся следующие виды сварки:
Технология сварки деталей из нержавеющей стали предусматривает тщательное обезжиривание их поверхностей при помощи ацетона или авиационного бензина. Делается это для того, чтобы уменьшить пористость выполняемого шва, сделать сварочную дугу более устойчивой, тщательно зачистить кромки соединяемых деталей. Только после тщательной зачистки можно приступать к выполнению операции выбранным способом. Есть несколько основных способов сваривания деталей из нержавеющих сталей, а также технологии, которые применяются достаточно редко. В любом случае принимать решение о том, как варить нержавейку, следует исходя из конкретных условий и требований, предъявляемых к формируемому соединению.
Сварка покрытыми электродами (ММА)
Сварка деталей из нержавейки по технологии ММА, предусматривающая использование покрытых электродов, является самой распространенной технологией. Этот способ достаточно прост, его можно применять и дома, но он не позволяет получать шов самого высокого качества.
Что удобно, такую сварку нержавейки можно выполнять даже в домашних условиях, но для этого вам понадобится специальный сварочный аппарат, который называется инвертор. Чтобы сварка нержавейки инвертором позволила получить соединение, обладающее высокой надежностью, необходимо правильно подобрать электрод для определенной марки нержавейки. Все электроды, с помощью которых проводится сварка изделий из нержавеющих сталей, делятся на два основных типа:
Чтобы понять, какими электродами варить нержавейку, достаточно заглянуть в ГОСТ 10052-75, в котором представлены все типы таких расходных материалов, а также оговаривается, какой из них следует использовать для работы с металлом конкретного химического состава. Для того чтобы выбрать электроды по нержавейке, соответствующие требованиям данного ГОСТа, достаточно знать марку металла, детали из которого необходимо соединить.
Со всеми требованиями к электродам для сварки нержавейки можно ознакомиться, бесплатно скачав ГОСТ 10052-75 в формате pdf по ссылке ниже.
Ручная и полуавтоматическая сварка нержавейки в среде аргона (AC/DC TIG, MIG)
Для выполнения ручной сварки нержавейки в среде аргона применяются электроды из вольфрама. Эта технология даже в условиях дома позволяет получать качественные и надежные соединения изделий, отличающихся небольшой толщиной. Сварку такими электродами по нержавейке используют преимущественно для монтажа коммуникаций из труб, по которым под давлением будут транспортироваться газы или различные жидкости.

Аустенитную нержавеющую сталь следует сваривать особенно тщательно и с осторожностью
У данной технологии есть определенные особенности.
При использовании данной технологии можно сократить расход вольфрамового электрода. Для этого нужно некоторое время (10–15 секунд) не отключать подачу аргона после окончания сварочного процесса. Подобная процедура способствует защите раскаленного вольфрамового электрода от активного окисления.
У полуавтоматической сварки нержавейки в среде аргона, по сути, мало отличий от обычного ручного способа. Основное ее отличие заключается в том, что подача проволоки в зону сварки осуществляется при помощи специального оборудования. Благодаря механизации процесс протекает значительно точнее и с большей скоростью.
Благодаря использованию полуавтоматического оборудования могут быть реализованы следующие техники сварки деталей из нержавеющей стали:

Аргонодуговая сварка нержавеющей стали
Другие технологии сварки нержавеющей стали
Существует еще несколько способов сварки нержавейки, которые лучше демонстрируют себя в определенных ситуациях, то есть не отличаются универсальностью. Сюда относятся следующие способы, предполагающие использование специального оборудования.
Сварка нержавеющей стали с использованием лазерного луча
Такой способ сварки, который даже на видео выглядит очень впечатляюще, обладает целым рядом весомых преимуществ: металл в зоне сварки не теряет свою прочность из-за чрезмерного температурного воздействия, быстро остывает, на нем не появляются трещины, а в его структуре формируются зерна минимального размера. Оборудование для лазерной сварки и сама технология находят широкое применение в различных отраслях промышленности (автомобиле- и тракторостроение, монтаж коммуникаций из труб и др.).
Холодная сварка под большим давлением
Данная технология не предусматривает плавления материала в зоне сварки, а металлические детали соединяются на уровне их кристаллических решеток. В зависимости от получаемого соединения и конфигурации деталей давление может оказываться на одну или сразу на обе металлические заготовки. Очень интересно посмотреть на видео такого процесса: две детали, находясь в холодном состоянии, как будто вдавливаются друг в друга.
Контактная сварка изделий из нержавейки
Такая сварка может выполняться по точечной или роликовой технологии. В результате могут быть соединены тонкие листы нержавейки с толщиной не более 2 мм. При этом используется то же самое оборудование, что и для других металлов.
На видео ниже подробно объясняются и наглядно демонстрируются нюансы подачи присадочного прутка при сварке нержавейки неплавким электродом в среде аргона и прочие нюансы работы.
Сварка нержавейки — холодная, контактная, tig, mma, mig mag

Уважаемые начинающие сварщики, эта статья написана для вас. Мы изучили все часто задаваемые вопросы о сварке в режимах TIG и MIG и сделали небольшую статью, в которой ответили на эти вопросы. Возможно, это поможет вам при работе с оборудованием.
Виды сварки

С помощью mig mag и mma сварки происходит прочное соединение металлических конструкций, отдельных деталей посредством расплавления кромок и образования единого целого. В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
Ручной вариант сварки
MMA сварка что это такое, аббревиатура переводится дословно — дуговая сварка вручную, при этом используется электрод с напыленным или обмазанным флюсом. В качестве источника тока применяют трансформатор или инвертор. При расплавлении покрытие стержня становится жидким и защищает расплавленный металл от окисления воздухом.
После окончания процесса сварки шлак покрывает шовное соединение прочным слоем, который удаляется сварщиком, чтобы визуально проверить качество соединения. Аналогичная сварка производится при подключении постоянного или переменного тока, причем первый вариант использует прямую и обратную полярность. ММА — это наиболее распространенная сварка на любом производстве.
MIG/MAG
Что это такое MIG сварка — полуавтоматический процесс соединения металлов при подаче присадочной проволоки, а защиту выполняет инертный газ. Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
MIG сварка — это процесс, построенный на использовании инертного газа, который тяжелее воздуха и обволакивает сварочную ванну, препятствуя окислению расплавленного металла. MAG — использует агрессивные газы, в состав которых входят молекулы кислорода, сварка металлов происходит при соединении создаваемой и естественной среды.
Преимущества метода
Основные достоинства этих прогрессивных методов соединения металлов:
Именно из-за таких преимуществ МИГ/МАГ применяется на автоматических линиях сборки автомобилей, где используются роботы для сварочных работ.
Выпрямитель или инвертор?
Опытные сварщики для каждодневной работы выбирают инвертор, потому что дополнительные режимы и встроенные функции упрощают технологию, особенно это актуально при соединении деталей и конструкций из алюминия, нержавеющей стали и сложных тугоплавких сплавов. Имеет значение и вес аппарата, возможность подключения к любой электрической сети.
Трансформатор отличается исключительной надежностью в работе и низкой стоимостью, но потребляет гораздо больше электроэнергии. Его масса значительна, поэтому мобильностью он не отличается, да и используют его для простейших видов сварки.
Точная расшифровка аббревиатуры означает вольфрам в инертном газе, в качестве электрода применяется тонкий стержень из аналогичного металла, который затачивается определенным способом. При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
Особое значение имеет конструкция горелки, где неплавящийся электрод расположен в центре, а вокруг него подается защитный газ, состоящий из чистого аргона или его смесей. Эта методика требует основательной подготовки исполнителя и качественного оборудования, нагрев здесь минимальный, поэтому перегрев металла не происходит.
Применяется для сплавки алюминия и тонкой листовой нержавейки.
Особенности сварки ММА
Работать с нержавеющей сталью могут как трансформаторные, так и инверторные аппараты. Особенно такая сварка распространена на бытовом уровне и в небольших цехах,  где налажено мелкосерийное производство не слишком ответственных изделий из нержавеющих сталей. Как уже упоминалось, сварочный аппарат для сварки нержавеющей стали может быть любой конструкции, даже любительский. В ММА-сварке важен правильный выбор электродов.
где налажено мелкосерийное производство не слишком ответственных изделий из нержавеющих сталей. Как уже упоминалось, сварочный аппарат для сварки нержавеющей стали может быть любой конструкции, даже любительский. В ММА-сварке важен правильный выбор электродов.
Электроды
Для работы с нержавеющей сталью подходят два вида электродов — основные ( типа СЭЗ ЗИО-8 d4,0) и рутиловые (Lincoln Electric Omnia 46 D3,0). Первые — это покрытые электроды с внешним слоем из карбоната магния или кальция. Они предназначены для постоянного тока обратной полярности. Это значит, что к электроду подключается «+» аппарата, а к свариваемой детали «—». Диаметр электрода выбирается по толщине свариваемой стали и ее марке.
Рутиловые электроды защищенные двуокисью титана (TiO2). Работать с ними можно как при постоянном токе с такой же полярностью, как и в первом случае, так и с переменным током. Они отлично держат дугу и практически не создают брызг металла, что характерно для основных электродов.
Таблица 1. Выбор электродов для нержавейки при сварке ММА

Выбирать электроды, зная марку свариваемой стали, лучше всего по ГОСТ 10052, где для каждого металла из марочника высоколегированных сталей указан точно подобранный электрод.
Почему так важен подбор электродов? Хром, находящийся в составе стали, очень активно взаимодействует с кислородом атмосферы и образует пленку толщиной в несколько атомов, которая, тем не менее, препятствует соединению расплава из разных частей соединяемых деталей. Покрытие электрода, сгорая, создает защитную атмосферу, которая не допускает в сварочную ванну кислород и азот. Но для нержавейки следует подбирать специальный состав защитной атмосферы, поэтому не все виды электродов подходят.
Для аргонодуговой сварки TIG вам понадобится:
На что в первую очередь стоит обратить внимание
Аппараты для сварки нержавейки
Выбор, каким аппаратом варить нержавейку, зависит от уподобаний и квалификации сварщика. Но, по мнению подавляющего большинства профессионалов, лучше всего для РДС высоколегированных марок сталей подходят инверторные аппараты. При покупке обращайте внимание на такие основные параметры, которые очень сильно влияют на результат работы с нержавейкой: 
Если ориентироваться на конкретные модели, то для сваривания нержавейки в бытовых и полупрофессиональных условиях отличными характеристиками обладают однофазные аппараты Сварог PRO ARC, ПАТОН ВДИ-200P, Сварог TECH ARC. Они не являются самыми лучшими, но их характеристики можно использовать, как ориентиры при выборе среди моделей других производителей. Для профессиональной работы вполне подойдут WM Pico 162, Lincoln Electric, KEMPPI Minarc.
В семействе трехфазных лучшим выбором будут Сварог ARC 315 Lincoln Electric, EWM Pico, BRIMA ARC.
Автомат подачи
Устройство постоянной подачи присадочной проволоки осуществляет поступление без проскальзывания и зажёвываний, в инвертор загружается кассета весом от 5 до 15 кг, с диаметром 0,8—1,2 мм. Подробная комплектация автоматической подачи выглядит так:
На современных моделях имеются цифровые табло, где выставляется точная скорость подачи проволоки, чтобы обеспечить качество формирования шва.
В. П. Игнатенко, образование: колледж, специальность: сварщик 4 разряда, опыт работы с 2000 года: Автоматическая подача проволоки облегчает работу исполнителя и ускоряет производительность, но надо быть внимательным и иметь определенный опыт.
Сварка MIG в полуавтоматическом режиме
На наш взгляд, один из самых практичных типов сварки — это сварка полуавтоматом в среде активных газов.
Для корректной работы сварочного полуавтомата вам понадобится углекислота (СО2) или смесь инертных газов, например Аргон + СО2, соответствующий газу редуктор, а также сварочная проволока (сплошного сечения или порошковая. Во время сварочного процесса из сопла горелки подается сварочная проволока и защитный газ. Задача газа — создать защитную оболочку, оттеснив воздух из сварочной ванны, тем самым защитить сварной шов от попадания кислорода и азота. Смесь аргона с углекислым газом способствуют повышению стабильности дуги, а также улучшает формирование шва при сварке тонколистового металла.
Для подбора диаметра сварочной проволоки ниже мы привели универсальную таблицу
| Толщина металла, мм. | 0.5-1.0 | 1.0-2.0 | 2.0-4.0 | 5.0-8.0 | 8.0-12 | 12-18 |
| Диаметр сварочной проволоки, мм. | 0.5-0.8 | 0.8-1.0 | 1.0-1.2 | 1.6-2.0 | 2.0 | 2.0-2.5 |
При расходе газа 20 л/мин. углекислота превращается в сухой лед. Что бы предотвратить замерзание редуктора, советуем вам приобретать регуляторы расхода газа с подогревом. Как правило, подогрев подключается к розетке 36В, которой оснащены большинство сварочных полуавтоматов.
При выборе аппарта обращайте внимание какой мксимальный диаметр проволоки вы можете использовать. Как правило, все «бытовые» аппараты имеют максимальный диаметр 1.0 мм. Настройки аппарата подогнаны под эту толщину сварочной проволоки и корректная работа аппарата возможна только при соблюдении этого диаметра. Промышленные аппараты могут варить более оолстой проволокой. Если вы берете аппарат в гараж или на дачу, вам достаточно будет аппарата который выдает до 140А. Многие производители делают такие аппараты с максимальным током до 180 Ампер.
Обычно покупается инверторная техника, но кому-то нравится рабоать трансформаторной. Например полуавтомат ELAND MIG 195 очень часто покупается в нашем интернет-магазине. Инверторный аппарат от компании Сварог EASY MIG 160 N219 может сваривать алюминий.
Сварка нержавейки МИГ/МАГ
Полуавтоматическая сварка нержавейки доступна даже при не слишком больших профессиональных навыках и умениях. Но в руках профессиональных сварщиков аппараты MIG творят настоящие чудеса, справляясь как с тончайшими листами, так и с громоздкими рельефными деталями. 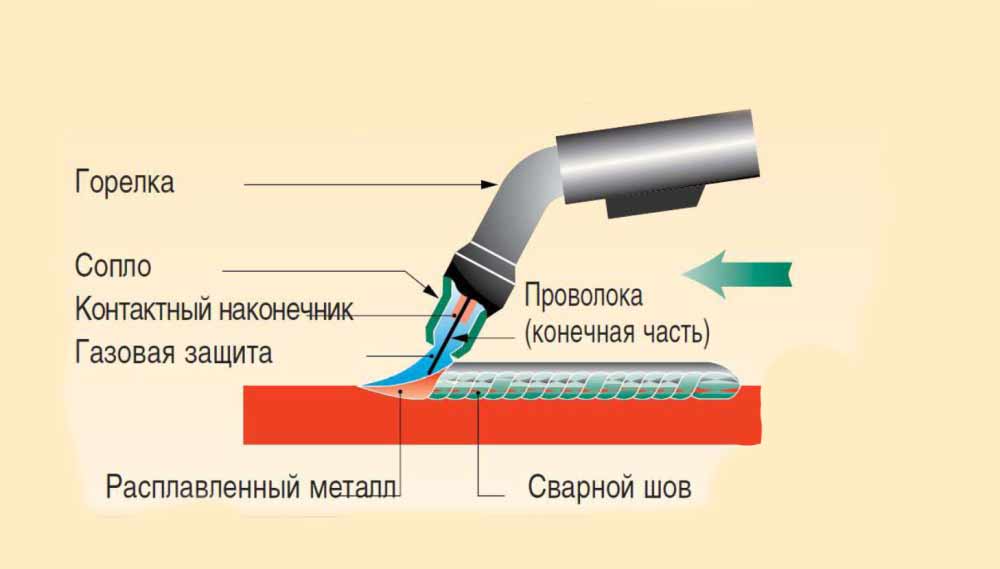
Аппарат МИГ/МАГ должен иметь возможность настроек для работы короткой дугой (для тонких листов), струйным переносом и в импульсном режиме. Газ используется вместе с монолитной нержавеющей проволокой, при сварке порошковой — газ не обязателен. Но порошковая проволока может применяться только при не слишком ответственных работах — со временем шов может покрываться налетом ржавчины. Идеальный случай — нержавеющая проволока по ГОСТ 2246-70 в атмосфере аргона или аргона и гелия.
Лучшие аппараты — Сварог EASY MIG, ФЕБ НОРМА, BRIMA, TRITON MIG 300, профессиональные — EWM Picomig, KEMPPI Minarc MIG EVO 170, Lincoln Electric.
Приглашаем читателей поделиться собственным опытом сварочных работ с нержавейкой. Практические навыки, собственные находки, нестандартные подходы к использованию оборудования — пишите нам обо всем.



