Черчение
Нарезание резьбы
Чем нарезают резьбу?
Основные методы создания резьбы следующие: 1 — нарезание резьбовыми резцами или резьбовыми гребенками; 2 — нарезание плашками, резьбонарезными головками и метчиками; 3 — накатывание при помощи плоских или круглых накатных плашек; 4 — фрезерование с помощью специальных резьбовых фрез; 5 — шлифование абразивными кругами.
Нарезание резьбы резцами. С помощью резьбовых резцов и гребенок на токарно-винторезных станках нарезают резьбу как наружную, так и внутреннюю (внутренняя резьба, начиная с диаметра 12 мм и выше).
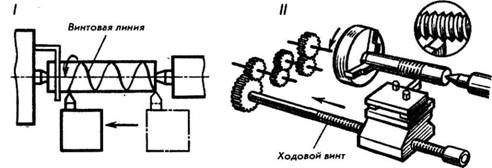
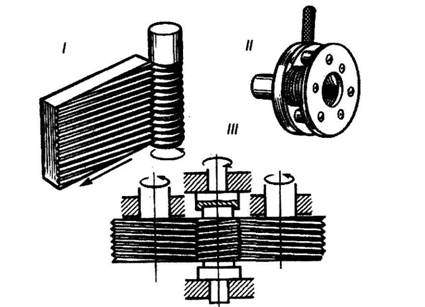
Способ нарезания резьбы резцами характеризуется относительно невысокой производительностью, поэтому в настоящее время он применяется в основном в мелкосерийном и индивидуальном производстве, а также при создании точных винтов, калибров, ходовых винтов и т. д. Достоинством этого способа является простота режущего инструмента и сравнительно высокая точность получаемой резьбы. Схематически он заключается в следующем (рис. 32): при одновременном вращательном движении детали, на которой нарезается резьба, и поступательном движении резца (на токарном станке — II) последний снимает (вырезает) часть поверхности детали в виде винтовой линии (I).
Нарезание резьбы плашками и метчиками. На рис. 33 показаны плашки, которые по своим конструктивным особенностям делятся на круглые — I и II (лерки) и раздвижные — III (клупповые).
Круглые плашки, имеющие применение на монтажных, заготовительных и других работах, предназначены для нарезания наружной резьбы диаметром до 52 мм в один проход. Для более крупной резьбы применяют плашки особой конструкции, которые фактически служат лишь для зачистки резьбы после предварительной нарезки ее другими инструментами.
Раздвижные плашки состоят из двух половин, вставляющихся в клупп и постепенно сближающихся в процессе резания.
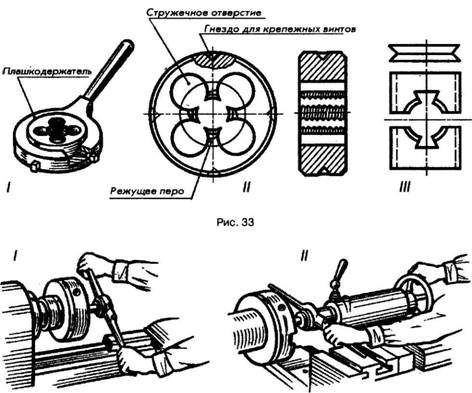
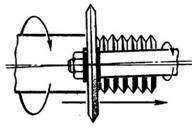
При нарезании резьбы на металлорежущих станках (II) плашка устанавливается и закрепляется в специальном патроне или приспособлении (рис. 34). Деталь подается в калибрующую часть вращающейся плашки. Внутреннюю крепежную резьбу в подавляющем большинстве случаев нарезают метчиками.
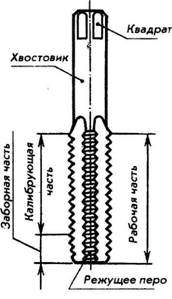
Метчик (рис. 35) представляет собой стальной стержень с резьбой, разделенный продольными прямыми или винтовыми канавками, образующими режущие кромки. Эти же канавки служат для выхода стружки. По способу применения метчики разделяются на ручные и машинные.
Последовательность получения резьбы в глухих отверстиях такова (рис. 36): вначале высверливают гнездо, куда в дальнейшем будет завернута шпилька или винт. Диаметр сверла должен быть выбран из табл. рекомендуемых стандартом ГОСТ 9150-81 величин. Резьбу нарезают комплектом из двух или трех метчиков (малого, среднего и нормального, чистового) в зависимости от размера резьбы. Нарезать резьбу одним метчиком (нормальным) за один заход нельзя. Это ведет к поломке метчика.
Для метрической резьбы с крупным шагом и дюймовой резьбы комплект состоит из трех метчиков, для метрической резьбы с мелким шагом и трубной резьбы — из двух.
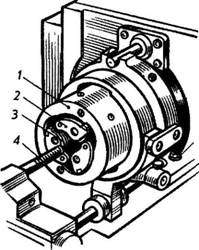
Накатывание резьбы. Основной промышленный метод изготовления резьбы в настоящее время — накатка на специальных резьбонакатных станках, имеющих корпус трехроликовой головки 1, ролико- держатель 2 и накатной ролик 3 (рис. 37). Деталь 4 зажимается в тисках суппорта. В этом случае при большой производительности обеспечивается получение высокого качества изделия (формы, размеров и шероховатости поверхности).
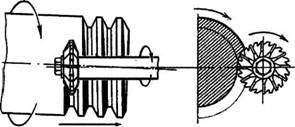
Процесс накатывания резьбы заключается в создании резьбы на поверхности детали без снятия стружки за счет пластической деформации поверхности обрабатываемой детали. Схематически это выглядит так. Деталь прокатывают между двумя плоскими плашками (рис. 38. I) или цилиндрическими роликами (рис. 38. II, III), имеющими резьбовой профиль, и на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм, наименьший 1 мм; длина накатываемой резьбы 60. 80 мм.

Фрезерование резьбы. Фрезерование наружной и внутренней резьбы производится на специальных резьбофрезерных станках. В этом случае вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали и фрезерует резьбу на ее поверхности. Периодически происходит осевое перемещение детали или фрезы от специального копира на величину, равную шагу резьбы за время одного оборота детали (рис. 39).
Шлифование точной резьбы. Шлифование как способ создания резьбы применяется главным образом для получения точной резьбы на сравнительно коротких резьбовых деталях, например резьбовых пробках — калибрах, резьбовых роликах и т. д.
Сущность процесса заключается в том, что шлифовальный круг, расположенный к детали под углом подъемна резьбы, при быстром вращении и при одновременном медленном вращении детали с подачей вдоль оси на величину шага резьбы за один оборот вырезает (вышлифовывает) часть поверхности детали. В зависимости от конструкции станка и ряда других факторов резьба шлифуется за два-четыре и более прохода (рис. 40).
Способы нарезки резьбы
Нарезка резьбы требуется для изготовления из заготовок крепёжных элементов или креплений различных конструкций. Для этого нужно минимальное количество инструментов, технология проста в реализации, наличие опыта не обязательно. Точное соблюдение базовых правил нарезки позволят формировать резьбу высокого качества.
 Станок для нарезки резьбы
Станок для нарезки резьбы
Основные способы нарезки
Способы резьбовой нарезки:
Для нарезания наружной резьбы используются резцы, плашки, фрезы, круги, а внутренних – метчиками.
Чем нарезать резьбу
Чтобы нарезать резьбу, потребуются следующие инструменты:
Машинно-ручные метчики предназначены для ручного применения или закрепления в патроне дрели. Для машинного использования конструкции отличаются удлинённым хвостовиком. Установить на него держатель метчиков для ручной резьбовой нарезки не получится.
Как правильно определить диаметр отверстия
Перед выполнением нарезки внутренней резьбы требуется заранее проделать в заготовке отверстие. Его размеры необходимо подбирать строго, так как превышение оптимального значения не позволит создать прочное соединение болтом, а снижение – повысит вероятность повреждения инструмента при работе.
Для определения диаметра отверстия под стандартную резьбу понадобится использование справочников. Для создания нестандартных резьб необходимо провести простые вычисления: из диаметра вычесть размер шага.
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Нарезка резьбы на трубах — способы и инструменты
Чтобы нарезать резьбу, плашку или клупп надежно закрепляют в держателе с рукояткой. Чтобы резцам инструмента было легче сделать первые насечки, с края заготовки снимают фаску. Плашка центрируется на детали и, с помощью рукоятки плавно наворачивается на нее. Все рабочие поверхности должны быть смазаны.
Проведение ремонтных мероприятий или замену коммуникаций невозможно выполнить без врезки в трубопровод. Раньше для этой задачи применяли сварку, но это достаточно трудоемкая работа, причем чтобы использовать сварочное оборудование на трубопроводе необходимо иметь достаточно высокую квалификацию.
Сварку можно было применять для трубопроката из металла, но, что делать, когда нужно соединить две трубы из разных материалов? Тут на помощь придет метод состыковки посредством нарезки резьбы на трубах и дальнейшем их соединении. Что она собою представляет и как выполняется, какой инструмент можно использовать, будет детально рассмотрено в изложенном далее материале.
Виды резьбовых соединений
 Прежде всего, следует отметить, что особых навыков для выполнения данных действий иметь не нужно. Но уметь отличать вид резьбы на трубе нужно. Например, важно различать дюймовую и метрическую накатку, левую и правую. Вообще видов существует большое количество, но чаще всего применяется именно эти — дюймовая и метрическая.
Прежде всего, следует отметить, что особых навыков для выполнения данных действий иметь не нужно. Но уметь отличать вид резьбы на трубе нужно. Например, важно различать дюймовую и метрическую накатку, левую и правую. Вообще видов существует большое количество, но чаще всего применяется именно эти — дюймовая и метрическая.
Отличительные характеристики дюймового и метрического вида выглядят следующим образом.
Дюймовый тип резьбы на трубах:
Нарезание на трубопрокате для водопровода выполняют в дюймовых единицах, а для крепежных элементов используют измерение в мм.
Ниже рассмотрим каких видов бывает резьба.
Высококачественного нарезания на трубе можно достичь только при условии, что безошибочно выбран объем сверла или стержня для изготовления отверстия.
Совет. Специалисты рекомендуют подбирать стержень с объемом на 0,003 см меньше, чем габариты наружного объема резьбы.
Каждая резьба на трубах характеризуется индивидуальными параметрами, которые регламентируются ГОСТом 621181.
Так, например коническая резьба по требованиям ГОСТа отличается выступом витков. Также данными нормативными документами определяется и канавка при нарезании. И по ГОСТу 621181 определяют профиль нарезания.
Требуемое оборудование
 Инструмент для нарезки применяют только специальный. Этот инструмент носит название трубный набор для нарезки.
Инструмент для нарезки применяют только специальный. Этот инструмент носит название трубный набор для нарезки.
Данный набор для труб, как правило, состоит из:
Такой набор может комплектоваться и некоторыми дополнительными инструментами. Это могут быть клещи, струбцина и тому подобное.
Дальше обо всех этих инструментах мы поговорим более детально.
Инструменты для ручной обработки — метчик
 Нарезка резьбы метчиком на трубе используется для создания резьбы внутри изделий. Этот ряд оборудования составляют инструменты в форме винта. Метчиком на трубе прорезают стружечные канавки. Данный инструмент оснастили хвостовиком, который крепят к станку или воротку. Метчики бывают различных размеров, типов и номеров.
Нарезка резьбы метчиком на трубе используется для создания резьбы внутри изделий. Этот ряд оборудования составляют инструменты в форме винта. Метчиком на трубе прорезают стружечные канавки. Данный инструмент оснастили хвостовиком, который крепят к станку или воротку. Метчики бывают различных размеров, типов и номеров.
При нарезании применяют комплект, состоящий из пары метчиков. Между собою они разняться показателем глубины прореза. Так, например, первый номер берут для черновой обработки, а второй номер – для чистовой.
Использование плашки
 Еще плашки для нарезки называются лерками. Это приспособление для нарезки по сути является гайкой, которую оснастили отверстиями. Они создают кромки для разрезов.
Еще плашки для нарезки называются лерками. Это приспособление для нарезки по сути является гайкой, которую оснастили отверстиями. Они создают кромки для разрезов.
Зависимо от формы лерка для нарезки бывает:
Используя такое приспособление, как лерка, можно быстро подготовить для соединения трубное изделие любого вида.
Плашку необходимо совмещать с торцевой частью трубного изделия строго перпендикулярно. Если допустить перекос, то появляется вероятность срыва витка, или может измениться диаметр резьбы. И в том, и в другом случае итоговый результат будет неудовлетворительным.
Всю работу с леркой рекомендуют выполнять плавно, не допуская рывков. Осуществляя действие этим приспособлением, следует время от времени смазывать резцы и поверхностную часть резьбы.
По завершении финального витка плашку необходимо вернуть вверх и по резьбе проходятся опять.
Применение клупа
Клупп для нарезки не менее эффективен, чем плашка. Данное устройство для нарезания представляет более современный инструмент и является универсальным. Состоит клупп из держателя с пазами. В них размещают сменные резцы, которые легко можно поменять, если они во время работы затупились.

Особенностью данного устройства для резьбы является маленькая потребность усилий со стороны мастера. Так же следует подметить, что работать с таким приспособлением намного безопаснее, чем с остальными аналогичными инструментами. Все дело в том, что держатель клуппа внутри оснащен направляющими, которые в значительной мере повышают точность воспроизводимых действий данным устройством.
Трещоточные клуппы
 Эти механизмы для накатки резьбы заслуживают отдельного внимания. Оснащение трещоткой характерно для моделей, которые представляют более совершенную продукцию. Такое устройство позволяет выполнять работу, поворачивая держатель лишь в одном направлении.
Эти механизмы для накатки резьбы заслуживают отдельного внимания. Оснащение трещоткой характерно для моделей, которые представляют более совершенную продукцию. Такое устройство позволяет выполнять работу, поворачивая держатель лишь в одном направлении.
Использовать данные механизмы для накатки резьбы не сложно. Крайняя часть трубы «садится» в направляющую держателя. Резьба нарезается посредством вращательных движений по часовой стрелке. В ходе производства нельзя забывать о смазывании поверхностной части.
По окончании нарезания клупп выворачивают обратно и еще раз проходятся по обрабатываемому месту.
Использование электрического инструмента
Электроинструмент для нарезки отличается от ручных аналогов тем, что в нем есть электромотор.
Это позволяет нарезать резьбу в максимально короткий срок. Так же электроинструмент позволяет выполнить действия быстро и качественно. При этом процесс не требует больших физических усилий.
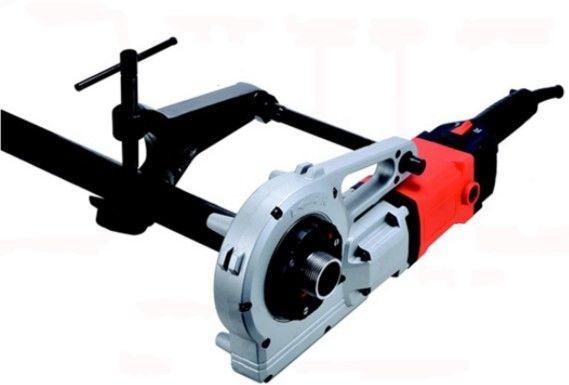
В начале работы с электроинструментом необходимо зафиксировать патрубок в струбцине, и нажать кнопку «старт». Нарезание выполняется за считанные секунды. Ведь заготовку не нужно фиксировать в тисках, а электроинструмент крепиться к ней сам. Поэтому эти инструменты выделяются мобильностью и удобством.
Нарезаем на наружной стороне
 Нарезка наружной резьбы на трубах вручную выполняется плашками. Если это раздвижные механизмы, то в клуппе их нужно поставить таким образом, чтобы номерные знаки на его деталях располагались напротив соответственных цифр на раме.
Нарезка наружной резьбы на трубах вручную выполняется плашками. Если это раздвижные механизмы, то в клуппе их нужно поставить таким образом, чтобы номерные знаки на его деталях располагались напротив соответственных цифр на раме.
В обратном варианте работа будет выполнена не качественно. Для крепления используют винт — упор. Между ним и плашкой ставят стальную пластинку – сухарь, чтобы та не треснула при нажатии.
Круглые устройства крепят на вороток-легкодержатель несколькими винтами — упорами.
Выполняя действия вручную с использованием раздвижных видов, есть возможность получить резьбовую нарезку, это когда присутствуют маленькие различия диаметра стержня. Но, действуя вручную с цельными плашками, этого допускать нельзя. Например, если стержень будет уменьшенного диаметра, то нарезание получиться неполным.
Нарезаем с внутренней стороны
 Нарезка внутренней резьбы на трубах вручную делается посредством метчиков, их «садят» в вороток.
Нарезка внутренней резьбы на трубах вручную делается посредством метчиков, их «садят» в вороток.
Выполняя формирование внутренней накатки, следует знать, что у метчика имеется заборная сторона. Ею является его конец. Это нужно для данной работы. Средний участок механизма является калибрующим. Он определяет направление. Хвостовая часть имеет головку с сечением квадратной формы, служащей для поддержки метчика в воротке при действиях на внутренней части.
Основные расположения нарезания
Стыки на сортаменте для водопровода выполняют таким путем, что на их конечных частях проделывают цилиндрическую накатку, для которой придется использовать специальный аппарат для нарезки. И далее конечные части труб скрепляют, применяя соединительные детали.
Как нарезать резьбу вручную
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.

В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:

Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.

Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.



