Паяльная кислота
В качестве одной из разновидностей флюса для пайки используется паяльная кислота. Это вещество помогает улучшить свойства спаивания основного металла и припоя, чтобы они смогли образовать надежное соединение. Существует несколько разновидностей данного материала, которые будут отличаться по своему составу, а соответственно, и свойствам использования. Но у всех них есть общие черты, которые проявляются в высокой активности материала. Если канифоль сосновая является нейтральной средой и может применяться практически для любых случаев пайки, пусть и не всегда эффективно, то использование кислоты может привести к тому, что основной металл будет поврежден, если речь идет о тонких контактах. Также кислоты являются вредными для организма человека.

Разновидности паяльной кислоты
Самая распространенная кислота для пайки – это хлорид цинка, растворенный в воде, который имеет формулу ZnCl2. Поставляется он чаще всего в небольших флаконах. Но это не единственный вариант, который можно найти на современном рынке. Чаще всего кислота представлена в жидком виде, что облегчает ее применение при использовании паяльника. Флюс находит свое применение как в промышленной, так и в частной сфере. Главное, обеспечить для него надежные условие хранения и эксплуатации, так как пары кислоты могут навредить здоровью человека.
Основным действием, который обладает данный материал, является разрушение оксидных пленок, ржавчины и других лишних вещей на поверхности металла. Когда кислота попадает на поверхность, то она тут же вступает в реакцию со всем, что там находится. В отличие от других видов флюса она очень активна, так что эффективность ее применения существенно возрастает. После того, как ликвидированы все лишние вещества на поверхности металла, а это происходит достаточно быстро, паяльная кислота образует защитную пленку. Эта пленка помогает защитить поверхность от образования оксидной пленки снова.
Паять кислотой намного проще, но при этом не следует забывать о технике безопасности. Она может быть полезна для использования при пайке многих видов металла, в том числе высоко и низколегированных. На данный момент на рынке встречаются растворы, в которых кислота представлена как основной материал, который составляет большую часть раствора. Это связано с тем, что иногда ее воздействие может быть слишком сильным, так что повреждается поверхность основного металла. Данный материал производится согласно ГОСТ 23178-78.
Разновидности паяльной кислоты 

Следует выделить основные разновидности, которые имеет кислота для пайки, которые используются в современными мастерами. Среди них имеются:

Ортофосфорная кислота для пайки

Кислота на основе хлористого цинка
Преимущества кислоты
Недостатки
Состав и физико-химические свойства
Состав ортофосфорной кислоты предполагает наличие самого вещества, формула которого является Н3РО4, а также солянокислого диэтиламина. Количество основного материала может быть около 25%, но если требуется более высокая концентрация, то она может быть повышена. Помимо этого еще может встречаться концентрированная соляная кислота, формула которой является HCl, в которую добавляют цинк. Соотношение составляет 1 часть цинка на 2 части кислоты.
Среди свойств материала в первую очередь следует выделить агрессивность. Это вещество активно вступает во взаимодействие со всем, к чему прикасается. Это несет с собой как положительные, так и негативные эффекты, поэтому, его применение требует особых правил. Благодаря жидкому состоянию кислота обладает хорошей растекаемостью и отлично проникает во всех сложные места, что дает достаточно высокий результат спаивания. Паяльная кислота может образовывать защиту после того, как ликвидирует все оксиды, так что паять можно не сразу же после ее применения, а через время, не боясь, что пленка снова появится.
Активность воздействия зависит от концентрации кислоты. Далеко не всегда ее используют в 100% концентрации, так как часто приходится иметь дело с растворами. Применение паяльной кислоты может быть невозможным из-за большой концентрации.
Виды и применение кислоты для пайки
[Кислота для проведения пайки необходима], если применение канифоли не позволяет качественно спаять между собой нужные элементы.
Использование паяльной кислоты для пайки способствует снятию оксидного пленочного слоя со спаиваемых поверхностей и дает возможность надлежаще подготовить их к соединению.

Как правило, канифоль используют, чтобы подготовить своими руками к пайке детали из меди. А вот паяльной кислотой пользуются для лужения не только меди, но и ее сплавов – бронзы и латуни.
А также для нержавейки, драгоценных и черных металлов, алюминия и никеля, даже для пайки чугуна.
Необходимость применения кислотных флюсов
Любая паяльная кислота — соляная или ортофосфорная, призвана создавать идеальную среду для взаимодействия припоя сэлементами.
Их применение позволяет убрать с рабочей области загрязнения и окислы, предотвращать возобновление окислительного процесса и снижать натяжение припоя, с целью его более свободного распространения.
В результате чего обеспечивается надежное спаивание деталей.
В зависимости от типа металла выбирают флюс для пайки. Здесь же стоит отметить, что паяльной кислотой не пользуются при компоновке плат.
Кислота относится к категории агрессивных сред и способствует разрушению, стоящих на ее пути компонентов.
Кроме того, она является идеальным электропроводником и обладает свойством создавать токопроводящие дополнительные каналы.
Поэтому не стоит рассчитывать даже на обезвреживание кислотной среды после пайки.
Флюс из соляной кислоты своими руками
Часто для обработки спаиваемых деталей приобретают флюс, который находится в свободной продаже, и называется просто паяльной кислотой.
Производитель дополняет продукцию инструкцией по условиям ее применения, которая позволяет легко сориентироваться в ее предназначении.
Обычно — это лужение и спаивание нержавейки, серебра, меди, алюминия и различных сплавов.
При производстве флюса используется соляная кислота, в которой растворяют цинк, в результате получается основа – хлорцинковое соединение. Подобный состав достаточно просто изготовить в домашних условиях своими руками.
Чтобы приготовить состав необходимо взять:
Далее понадобится емкость из стекла, керамики или фарфора. В посуду сначала помещают цинк, затем наливается соляная кислота.
Очень важно готовить состав с осторожностью, кислотой заполняют ¾ емкости.
Цинк и соляную кислоту можно купить в специальных магазинах химических реактивов, но если дома есть старые пальчиковые батарейки «АА», Zn легко добыть из них.
После того как произойдет реакция растворения цинка в соляной кислоте, прекратится выделение водорода.
То есть в жидкости больше не будут образовываться пузырьки, она станет прозрачной. Готовый состав паяльной кислоты осторожно переливают в плотно закрывающуюся стеклянную тару.
Меры предосторожности: при изготовлении флюса рекомендуется находиться вблизи проточной воды, если состав вдруг попадет на кожу или, еще что хуже, в глаза, необходимо промыть их большим количеством воды.
Кстати, в качестве флюса может использоваться соляная кислота в чистом виде при условии обработки железных деталей.
Ортофосфорная кислота для получения флюса
Вторым распространенным типом кислоты для пайки считается ортофосфорная кислота – H3PO4. Она также идеально снимает с металлических поверхностей оксидную пленку и предупреждает ее возобновление.
Справка: H3PO4 (ортофосфорная кислота) – компонент многих антикоррозийных составов для обработки металлов.
Чтобы осуществить качественную пайку элементов из никеля или хрома, такую кислоту используют в неразбавленном виде. При этом приготовленный с ее применением состав, включает в себя 1/3 часть этанола или этилового спирта.
На долю ортофосфорной кислоты берется 32%, а 6% приходится на канифоль.
В других кислотных составах, используемых для лужения и пайки, доля кислоты может достигать 100%.
Очень часто H3PO4 соединяют с хлористым цинком, при этом его масса в готовом флюсе может достигать 50%.
Применение ортофосфорной кислоты не ограничивается пайкой никелевых сплавов, с ее помощью соединяют элементы из нержавейки, меди, алюминия и низколегированной стали.
Ортофосфорная кислота является составляющим компонентом классического активного флюса «Ф-38 Н», применение которого дает возможность осуществлять пайку медных сплавов и чистой меди, различных сталей и хромоникеливых сплавов.
«Ф-38 Н» – отличный вариант для проведения рабочего процесса в труднодоступных местах, обладает свойством защищать спаянные элементы от коррозии.
Составляющими компонентами «Ф-38 Н» являются: солянокислый диэтиламин и 25% ортофосфорной кислоты.
Ортофосфорный паяльный состав характеризуется как пожаро- и взрывобезопасный. При этом хранить и использовать средство рекомендуется со всеми мерами предосторожности.
При попадании на кожу следует промывать ее не менее 10 минут под проточной водой.
Применение олова для пайки
Для пайки металлов могут использоваться разные материалы, но проводить соединение элементов оловом намного проще и удобнее.
Оловом можно соединять детали из нержавейки, алюминия, меди, а также ее сплавов.
Олово расплавляют при температуре 2500, с этой целью могут применяться разные нагревательные приборы:
Паяльник – устройство с металлической рабочей частью и пластмассовой ручкой, может иметь разнообразные жала-наконечники.
Разогревается газовой горелкой.
Электрический паяльник – в комплекте имеет сменные жала различных размеров и форм. Конструкция собрана из паяльного стержня и нагревательной спирали, которая может иметь разную мощность нагрева.
Газовая горелка – переносная конструкция представляет собой емкость с ручкой и соплом для образования огня разной интенсивности.
Как правильно паять оловом нержавейку?
Для пайки элементов из нержавейки рекомендуется применять активную паяльную кислоту, например, хлорид цинка или ортофосфорную.
Флюс наносится на поверхность нержавейки прямо перед началом пайки. Расплавленным оловом облуживают наконечник паяльника и начинают хорошо прогревать поверхность нержавейки.
Процедуру повторяют до тех пор, пока покрытие не станет равномерным. В процессе пайки можно использовать канифоль, которая позволит сделать поверхность гладкой, путем удаления с припоя окиси.
После того как пайка нержавейки завершена, изделие отмывают от остатков кислоты мыльной водой. Излишки канифоли легко удаляются в холодной воде.
Здесь стоит отметить, что качественно выполненная пайка будет иметь равномерную и гладкую поверхность.
Как правильно паять оловом алюминий?
Прежде чем паять алюминий, проводят зачистку поверхности с помощью наждачной шкурки, затем рабочую область обезжиривают органическим растворителем.
Для спаивания алюминия понадобиться паяльник с мощность 100 Вт, а также припой из олова – 95% и висмута – 5%. В качестве флюса можно применить стеариновую кислоту.
Так как изделия из алюминия плохо поддаются пайке по причине быстрого образования оксидного слоя после зачистки, необходимо соединяемую поверхность залить горячей канифолью.
Затем жалом паяльника берут припой и переносят его на рабочую часть, обработанную канифолью.
Выполнив, таким образом, лужение алюминия, спаивать поверхность станет легче, к ней при необходимости можно будет припаять даже провода меди.
Виды и состав паяльной кислоты, способы ее применения
У специалистов, которых пайка является основным видом деятельности, в роли флюса выступает паяльная кислота. При грамотном использовании, посредством нее можно достичь увеличения свойств спаивания материала, что влечет за собой получение качественного соединения, которое прослужит не один десяток лет.
В зависимости от разновидности, по своему составу паяльная кислота может отличаться. Это влияет на сферу ее применения и качество выполняемых при помощи нее работ. Характеристики некоторых свойств данного вещества могут повторятся, не зависимо от того какой у нее состав, но при этом каждая из них обладает своими особенностями.
Общие сведения о кислоте
При выборе паяльного флюса, качество состава должно быть в приоритете независимо от вида выполняемых работ. Как правило, раствор состоит непосредственно из самого вещества и того растворителя, в котором оно развалено. Это обусловлено тем, что использование 100% концентрата не всегда является допустимым, поскольку кислотный раствор является довольно агрессивной средой и может испортить материал, на который он наносится.
Особенно это относится к радиосхемам, поскольку элементы мелких контактов и прилегающих ведущих частей могут повредиться и раствориться. В связи с этим для пайки подобных устройств специалисты пользуются сосновой канифолью.

Кроме порчи мелких деталей, негативное воздействие паяльная кислота может оказывать на здоровье человека. В основном раствор поставляется в небольших емкостях, объемом от 10 до 20 мл. Для редких работ такого объема будет достаточно. Приобретать большие объемы вещества для периодической пайки не стоит, так как без своевременного использования может закончится срок его действия. Для промышленных масштабов целесообразно применение объемных емкостей. Однако, независимо от количества используемого вещества, важно обеспечить правильное хранение при заданной температуре, чтобы избежать его порчу раньше, чем истечет срок действия.
Благодаря агрессивной среде вещества устраняются оксидные пленки и прочие виды налета, образующиеся на металлической поверхности. Определенные разновидности флюса могут использоваться в качестве раствора для очистки материала от ржавчины. Раствор, попавший на металлическую поверхность, воздействует на все вещества, которые там присутствуют. Так происходит разрушение окисей. В процессе очистки образовывается защитный слой, который предотвращает металл от последующего появления оксидной пленки. Процесс правильного производства выполняется с учетом ГОСТа 23178-78.
Разновидность и состав паяльной кислоты
Ортофосфорная кислота
Представляет собой неорганическое соединение, у которого имеется характерная средняя сила воздействия. Формулу этого состава можно расписать, как Н3РО4. В большинстве случаев имеет бесцветный окрас, реже встречается в виде раствора со светло-желтым оттенком. К основным особенностям вещества можно отнести его свойство превращаться в пирофосфорную кисту (Н4Р2О7). При воздействии воды, этанола и прочих растворителей на вещество происходит его растворение. В таком составе присутствует хлористый цинк в размере около 50%. Также допустимой нормой является нерастворимый осадок в пропорции 0,001%, и амиак не более 0,5%.

Серная кислота
Состав серной кислоты можно выразить в формуле Н2SO4. По внешнему виду представляет собой серую маслянистую жидкость, не имеющую запаха. Перед пайкой вещество необходимо разбавлять водой или серным ангидридом SO3. Использование этого двухосновного вещества широко распространено в различных сферах.
По соотношению количество кислоты и вещества, в котором ее разбавляют, то есть в воде, спирте, этаноле или другом материале может отличаться. Диапазон соотношения находится в пределах 25-85%. В некоторых случаях при наличии соответствующих материалов, разбавить все можно самостоятельно.
Соляная кислота
Имеет наиболее простой состав по сравнению с аналогичными веществами. Является соединением хлороводорода HCl и представляет собой сильную односоставную кислоту, которая в основном разбавляется водой. Периодически к ней может добавляться цинк, для улучшения свойств материала. Характеристики вещества определяются концентрацией соединения. В виде чистого раствора соляной кислотный раствор применяется крайне редко, из-за своей едкости.
При наличии примесей железа, раствор становится желтоватого оттенка. Применение раствора позволяет спаивать самые сложные металлы.

Как выбрать паяльную кислоту
Примечательно, что если в веществе в большом количестве присутствует видимый осадок, то можно утверждать, что используемая кислота некачественная или старая.
Выбирать флюс необходимо с учетом области его применения, поскольку этим определяются не только его составные компоненты, но и то какая интенсивность раствора должна быть.
Выполнять подбор раствора необходимо с учетом толщин и габаритов обрабатываемых деталей. При этом при работе с контактами и деликатными элементами любая кислота должна предварительно разбавляться.
Видео «Изготовление паяльной кислоты своими руками»
Кислота для пайки оловом
Кислота для пайки оловом может пригодиться в тех случаях, когда необходимо паять не только медные, но и латунные, а также бронзовые заготовки. Паяльная кислота способствует эффективному удалению оксидного пленочного слоя со спаиваемых поверхностей. Правильная подготовка основания перед пайкой является залогом качественного выполнения работ.
При этом стоит знать, что любая кислота создаёт агрессивную среду, которая способствует разрушению различных компонентов на её пути. Поэтому использовать паяльную кислоту нужно правильно и, обдумано, чтобы не навредить спаиваемым деталям.
Флюс на основе соляной кислоты
Для изготовления этого кислотного флюса используется соляная кислота с цинком. Подобного рода состав можно использовать для лужения нержавейки, меди и алюминия, а также серебра.
Чтобы сделать флюс из соляной кислоты понадобится один литр концентрированной кислоты, и около 412 граммов цинка. Для приготовления кислотного флюса используют только керамическую или стеклянную посуду.

Сначала в емкость помещается цинк, а затем наливается соляная кислота. При этом важно соблюдать одну особенность: емкость должна быть всего лишь на ¾ заполнена соляной кислотой. Связано это с тем, что при соединении данных компонентов образуется бурная реакция.
Многие задаются вопросом — где взять соляную кислоту и цинк. Первый компонент продаётся в магазинах химических реактивов. Цинк можно извлечь из старых пальчиковых батареек.

Очень важно знать, что в процессе растворения цинка в соляной кислоте в воздух будет выделяться водород. Поэтому помещение для приготовления флюса из соляной кислоты должно быть хорошо проветриваемым. После того, как жидкость станет абсолютно прозрачной, её можно аккуратно переливать в стеклянную емкость и использовать по назначению.
Флюс из ортофосфорной кислоты
Ортофосфорная кислота не менее эффективно борется с окислами и оксидной пленкой. Нанесение на поверхность металла флюса из ортофосфорной кислоты предупреждает возобновление оксидной пленки в дальнейшем.

Также ортофосфорная кислота является основным компонентом различных составов, которые предназначены для обработки металла против коррозии.
В пайке ортофосфорную кислоту используют даже в неразбавленном виде, если необходимо паять изделия из хрома или никеля. Флюс на основе ортофосфорной кислоты содержит 1/3 часть этилового спирта или этанола.
Остальными компонентами является ортофосфорная кислота, порядка 32%, и канифоль — 6%. Также при изготовлении некоторых кислотных флюсов, в ортофосфорной кислоте разбавляется хлористый цинк. Процентный состав цинка в таком флюсе может достигать 50%.
Применение флюса на основе ортофосфорной кислоты не ограничивается лишь пайкой никеля. Паять таким флюсом можно практически любой металл — медь, алюминий, нержавейку, легированные стали.

Из классических флюсов на основе ортофосфорной кислоты, которые можно найти в продаже, следует выделить активный флюс Ф-38. Данный флюс предназначен для пайки изделий из меди и её сплавов, а также хромоникелевых сплавов и различных сталей.
Как запаять алюминиевый радиатор
Автомобильные алюминиевые радиаторы системы охлаждения, АКПП и кондиционера из-за своего местоположения часто разгерметизируются из-за механических повреждений. При этом алюминий плохо поддается пайке и сварке из-за плотной оксидной пленки на поверхности, которую трудно удалить механическим методом или нагревом. Слой окисла препятствует адгезии припоя с металлом, поэтому при нарушении технологии он легко отделяется и вновь образуется течь. В этой статье расскажем, как можно запаять радиатор охлаждения из алюминия самостоятельно, какие инструменты, флюсы и припои лучше подойдут для этой цели.
Как можно запаять алюминиевый радиатор
Перед тем, как запаять алюминиевый радиатор в домашних условиях, стоит выбрать подходящую технологию ремонта. Существует четыре основных метода восстановления охладительного контура:
Основные особенности каждого метода ремонта описаны ниже в таблице.
Технологии пайки алюминиевого радиатора: особенности
| Метод пайки | В каких случаях применяется метод | Как долго служит такая пайка |
|---|---|---|
| Паяльник или газовая горелка | Небольшие (до 1 мм в поперечнике) трещины и сколы | Средний срок службы до 1–2 лет |
| Небольшие и средние трещины, сколы | ||
| Аргонодуговая сварка | Практически любые дефекты, к местам расположения которых можно подобраться горелкой | Очень долговечная, почти как заводская (до 10 лет и больше) |
| Химическая пайка (эпоксидная смола или сухая сварка) | Небольшие и средние трещины и пробоины. Применяется, если нет паяльного снаряжения или дефект в труднодоступном месте, куда не подлезть ни паяльником, ни горелкой. | От 1–2 лет при использовании универсальных клеев, до 5 лет – при применении спецсоставов для алюминия. |
| Композитное восстановление | Крупные пробоины снизу, вверху или по бокам радиатора, большие сколы на трубках сот. | От 1–2 лет при использовании универсальных полимеров, около 5 лет – со специальными составами для алюминия. |
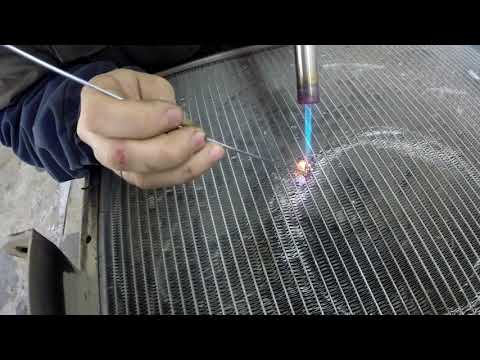
Пайка своими руками паяльником/горелкой
Пайка радиатора паяльником
Пайка алюминиевого радиатора паяльником или газовой горелкой позволяет герметизировать трещины и пробоины до 1–2 мм, легко осуществляется в домашних условиях, но не дает долговечного результата.
В процессе пайки флюс разъедает слой окислов и препятствует образованию нового. Расплавленный металл припоя проникает в микрорельеф, взаимодействуя с атомами алюминия, но единой кристаллической структуры с ними, как при сварке, не образует. Из-за этого соединение, несмотря на относительно высокую прочность, остается неоднородным. Так как соединение разнородных металлов не восстанавливает прочность на 100%, под действием перепадов температур, вибраций и других механических нагрузок соединение со временем деградирует.
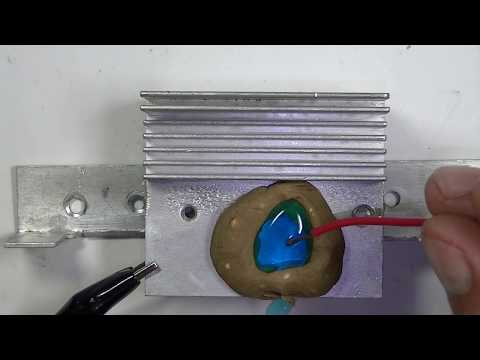
Химическая пайка
Использование холодной сварки
Альтернатива пайке алюминиевого радиатора, легко осуществимая в домашних условиях – химическое восстановление. В данном случае не требуется паяльное оборудование, а для герметизации отверстия используется полимерный материал. Это может быть эпоксидная или полиэфирная смола, либо «холодная сварка» – двухкомпонентный клей для металла. Метод работает для небольших трещин и дыр, позволяет быстро устранить течь без специнструмента, но недолговечен.
Полимерные клеящие составы не вступают в прямую реакцию с металлом, но за счет хорошего заполнения проникают в микрорельеф восстанавливаемого участка и образуют прочное зацепление после полимеризации.
Композитное наращивание
Ремонт большого отверстия композитным наращиванием
Разновидностью химического ремонта является композитное наращивание. Оно помогает заделать большие отверстия (до десятков миллиметров), например, восстановить пробитый нижний или верхний бачок. Подготовка поверхности осуществляется так же, как и при обычной заклейке, но в ходе ремонта дополнительно используется армирующий материал. Это может быть стекломат или стеклоткань (плотность от 300), углеткань, базальтовое полотно. В ходе ремонта вырезается фрагмент армирующего полотна, который пропитывается клеевым составом и укладывается на отверстие, чтобы полностью перекрыть его.
При выборе полимера для восстановления радиатора из алюминия важно выбирать материал со сравнимым коэффициентом температурного расширения. Это составы вроде «Эпокси металл – Момент», Abro Steel, Novol Plus 710 и другие полимеры, которые рассчитаны на алюминиевые поверхности.
Сварка аргоном
Ремонт автомобильного радиатора с помощью аргоновой сварки
Самый надежный способ восстановления алюминиевого радиатора – сварка в среде защитного газа. Аргонодуговая сварка (TIG) позволяет устранить дефекты любого типа и площади при наличии доступа к поврежденному участку.
Недостаток технологии заключается в сложности и высокой стоимости: к некоторым дефектам сложно подобраться горелкой сварочного аппарата, в особенности человеку без опыта такой способ не доступен. Стоимость аппарата для TIG-сварки начального уровня – от 10 000 рублей. Поэтому, если есть возможность, лучше отдать специалисту – заварить алюминиевый радиатор аргоном стоит в среднем около 2000 рублей. Точная цена напрямую зависит от площади повреждений – стоимость сварки 1 кв. см – порядка 700 рублей.
Чем паяются алюминиевые соты на радиаторах
Вариантов, чем можно запаять алюминиевый радиатор автомобиля, достаточно много. Достаточно эффективными средствами являются:

Ремонт сот радиатора с припоем и газовой горелкой: видео
Готовый флюс для алюминия SF-OR/AL-19
Как запаять алюминиевую трубку радиатора: основные виды флюсов и припоев
Можно ли запаять алюминиевый радиатор самостоятельно?
Чтобы запаять алюминиевый радиатор автомобиля своими руками, потребуются:
Подготовив все инструменты, нужно слить ОЖ, демонтировать радиатор, расположить его на столе и приступать к работам:
Как запаять алюминиевый радиатор — припой filalu 1192 nc: видео
*Если используется припой по алюминию с флюсом (вроде Filalu 1192 NC) – предварительно наносить флюс в зоне пайки не обязательно. При использовании кислотных флюсов их остатки после ремонта надо смыть, используя жидкость для смывки флюса или водный раствор соды 5–10%.
Для предотвращения образования оксидного слоя можно использовать гальваническое омеднение ремонтируемой поверхности. Так как медь лудится намного проще алюминия, тонкая ее пленка позволит добиться лучшей адгезии припоя. Для пайки автомобильного радиатора с меднением понадобятся:
Пайка автомобильного алюминиевого радиатора с меднением производится в таком порядке:
Как запаять алюминиевый радиатор автомобиля с меднением: видео
При использовании химической пайки (холодная сварка, клей по металлу, эпоксидная или ПЭ-смола) порядок действий следующий:
Нюансы пайки различных радиаторов
Все радиаторы (основной, масляный, печки, кондиционера) имеют единый принцип устройства и представляют сетку из трубок, соединенных с ребрами охлаждения. Но работают они с разными веществами, в разных условиях, поэтому отличаются нюансами конструкции и требуют разного подхода к ремонту:
В каких случаях пайка алюминиевого радиатора бессмысленна
Можно ли запаять алюминиевый радиатор автомобиля самому паяльником, зависит от характера и степени его повреждений. Если дефекты значительные или расположены в неудобных местах, восстановительный ремонт нецелесообразен и лучше заменить поврежденную деталь на новую. Можно перечислить следующие случаи, когда нельзя запаять алюминиевый радиатор:
Значительные загрязнения радиатора почти невозможно почистить
В случае если одна трубка имеет значительные дефекты, не позволяющие нормально ее запаять, трубку можно вообще исключить из контура. Для этого ее нужно аккуратно обрезать в местах перехода в бачки (снизу и сверху или слева и справа), после чего запаять образовавшиеся щели, как показано на видео.
Исключение одной трубки из контура немного снизит общую эффективность радиатора (пропорционально количеству трубок: если их 20 – примерно на 5%, если 10 – на 10%), но при этом можно добиться качественного заполнения щели припоем и надежной герметизации.
Частые вопросы
Насколько безопасно запаять алюминиевый радиатор интеркулера?
Пробитый интеркулер лучше всего заварить аргоном. Запаять его тоже можно, но при этом следует соблюдать технологию пайки. Если припой отслоится – возникнет подсос воздуха, который вреден для мотора, а его выявить сложнее, чем течь антифриза.
Можно ли запаять радиатор без демонтажа?
Если к поврежденному участку можно подобраться – можно обойтись и без снятия радиатора, при условии что не придется работать с открытым огнем. Но, так как на современных авто компоновка плотная, обычно радиатор приходится снимать. Это удобнее и безопаснее.
Постоянно слетает олово с радиатора, как запаять?
Если припой не держится на поверхности детали – попробуйте более тщательно обработать участок и используйте другой флюс.
Аргон при сварке прожигает радиатор — что делать?
Если сварка прожигает металл радиатора – попробуйте:
Чем заклеить дырку в алюминиевом радиаторе?
Заклеить пробоину в радиаторе можно двухкомпонентными полимерами, такими как полиэфирная или эпоксидная смола, холодная сварка. Большие дыры армируются стекломатом, стекловолоконной, базальтовой или карбоновой тканью.



