Способы намагничивания при магнитопорошковой дефектоскопии. Продольное, циркулярное, комбинированное намагничивание.
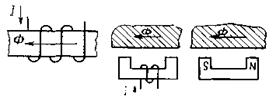
Способы намагничивания. Для создания оптимальных условий контроля применяют три способа намагничивания: продольное, циркулярное и комбинированное (табл. 4).
4. Основные способы намагничивания при магнитопорошковой дефектоскопии
| Наименование способа | Средство намагничивания | Графическая схема намагничивания | ||||||||||||||||
| Продольное (полюсное) |
| Наименование способа | Средство намагничивания | Графическая схема намагничивания |
| Комбинированное |
Пропускание тока по детали и с помощью электромагнита
Пропусканием двух (или более) сдвинутых по фазе токов по детали во взаимно перпендикулярных направлениях
Индуктированием тока в детали и током, проходящим по проводнику, помещаемому в отверстие детали
Продольное намагничивание осуществляют с помощью электромагнитов, постоянных магнитов или соленоидов. При продольном намагничивании поле направлено вдоль продольной оси сварного шва или детали. Продольное намагничивание применяют для обнаружения поперечных дефектов сварки.
Циркулярное намагничивание осуществляется при пропускании тока по контролируемой детали или через проводник (стержень), помещенный в отверстие детали. При циркулярном намагничивании поле направлено перпендикулярно сварному шву или продольной оси детали. При такой схеме намагничивания хорошо выявляются продольные дефекты сварки. Наиболее эффективно циркулярное намагничивание при контроле труб, валов, стержней и др.
Комбинированное намагничивание осуществляется при одновременном намагничивании детали двумя или несколькими изменяющимися магнитными полями. Примером комбинированного намагничивания может быть намагничивание трубы соленоидом и пропускание переменного тока через проводник, проходящий внутри трубы. В результате образуются два поля, складывающиеся в одно равнодействующее, силовые линии которого направлены по винтовым линиям. Такое поле проходит через все части объекта под различными углами к направлению дефектов, что дает возможность выявлять продольные и поперечные дефекты за один прием.
Циркулярное, полюсное и комбинированное намагничивание
Намагничивание ОК является обязательной операцией НК, т.к. магнитный контроль основан на регистрации магнитных полей рассеяния. Лучше всего дефекты обнаруживаются при расположении плоскости дефекта перпендикулярно направлению намагничивания. Поскольку положение дефекта заранее не известно, детали простой формы намагничивают в одном или двух, а детали сложной формы в нескольких направлениях.
При магнитном контроле применяют три способа намагничивания:
Их различают по направлению магнитного потока относительно наибольшего размера ОК.
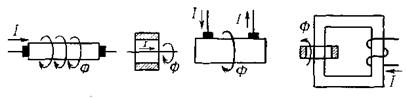
| Рис. 39. Разновидности продольного намагничивания |
Продольное намагничивание осуществляют постоянным магнитом, электромагнитом и соленоидом (рис. 39). Первые два отличаются способом создания магнитного поля.
Намагничивание постоянным магнитом используют при магнитном контроле в отсутствие специального оборудования (полевые условия и др.). Здесь невозможно изменять напряженность поля и соответственно магнитное состояние ОК.
Достоинство электромагнита – возможность управления режимом контроля. Постоянный магнит и электромагнит применяют при НК плоских и не сильно искривленных участков поверхностей ОК.
Продольное намагничивание в соленоиде используют при НК протяженных ОК (прутки, штанги). Здесь значительно влияние размагничивающего фактора (коэффициента формы), из-за чего на границах намагничиваемого участка магнитные силовые линии выходят из ОК и истинная напряженность магнитного поля внутри ОК меньше расчетной. Сложность конфигурации намагничиваемой области не позволяет рассчитать магнитное поле внутри детали и правильно выбрать режим контроля.
При продольном намагничивании выявляются поперечные дефекты (направленные ортогонально направлению магнитного потока). При использовании постоянного магнита и электромагнита контроль лучше всего проводить несколько раз, намагничивая участок детали в различных направлениях.
Циркулярное намагничивание осуществляют, пропуская ток через деталь или проводник, проходящий сквозь отверстие в ОК, рис. 40. Его применяют для выявления продольных дефектов и дефектов, расположенных под небольшим углом к оси детали.
 | Рис. 40. Разновидности циркулярного намагничивания |
Протяженные детали (стержни, оси), у которых рабочей является боковая поверхность, для намагничивания пропускают ток через контакты на торцах. Для длинных деталей и в случае недоступности торцов контакты устанавливают на боковую поверхность детали. Недостатком способа является сильный разогрев детали в местах контактов и образование прижогов (области термического воздействия с измененными механическими свойствами), что недопустимо для хорошо обработанных рабочих поверхностей. Этот недостаток отсутствует при НК деталей в виде труб и колец, т.к. здесь ток проходит по проводу, пропущенному через отверстие.
В отличие от продольного при циркулярном намагничивании удается оценить напряженность магнитного поля, т.е. рассчитать режим контроля. Для случая 1 на рис. 40 напряженность поля на поверхности стержня при пропускании по нему тока равна
 , , |
где  – радиус детали. По этой формуле можно рассчитать и случай 3, когда расстояние
– радиус детали. По этой формуле можно рассчитать и случай 3, когда расстояние  между контактами значительно больше диаметра детали
между контактами значительно больше диаметра детали  , т.е.
, т.е.  >5. 10.
>5. 10.
Расчет для кольца (случай 2 на рис. 40) аналогичен. Считают, что
 , , |
где  – средний радиус детали.
– средний радиус детали.
При намагничивании пластин расчет менее точен. При соотношении сторон сечения более 10. 15 напряженность магнитного поля на поверхности пластины определяется
 , , |
где  – большая сторона сечения пластины. Для деталей сложной формы расчет неточен, поэтому используют приближенные оценки или измеряют напряженность поля.
– большая сторона сечения пластины. Для деталей сложной формы расчет неточен, поэтому используют приближенные оценки или измеряют напряженность поля.
Комбинированное намагничивание осуществляют одновременным намагничиванием ОК переменными полями в двух взаимно перпендикулярных направлениях с целью выявления дефектов разной ориентации, рис. 41. Намагничивающие поля не могут быть одинаковой частоты, т.к. в этом случае получили бы поле одного направления, представленное векторной суммой полей.
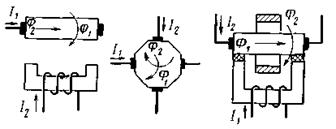 | Рис. 41. Разновидности комбинированного намагничивания |
Комбинационное намагничивание образовано двумя предыдущими вариантами. Для полей разных частот их взаимное влияние практически отсутствует, каждое поле намагничивает ОК в своем направлении. Благодаря этому обеспечивается максимальная чувствительность выявления дефектов, ориентированных в двух ортогональных направлениях. Дефекты промежуточных направлений будут выявлены, но с меньшей чувствительностью; пропуска дефектов из-за того, что силовые линии параллельны дефекту, не будет. Комбинированным намагничиванием выявляют дефекты, ориентированные произвольно, оно более сложное в реализации.
Рассмотрим некоторые особенности технической реализации устройств комбинированного намагничивания. При использовании индуцированного тока в ОК (случай 3 на рис. 41) возможно замыкание тока не через ОК, а через магнитопровод. Во избежание этого между ОК и магнитопроводом устанавливают изоляционные прокладки.
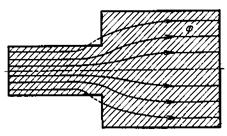 |  |
| Рис. 42. Продольно намагниченная деталь переменного сечения | Рис. 3.43. Способы предотвращения размагничивания деталей |
Источник погрешностей, связанный с намагничиванием детали: на участках изменения сечения ОК возникают магнитные поля рассеяния, которые маскируют поля рассеяния дефекта. На рис. 42 показано продольное намагничивание детали переменного сечения. В угловых областях силовые линии искривляются и частично выходят на поверхность. При наличии дефектов в этих областях на поле рассеяния дефектов накладываются поля рассеяния из-за изменения сечения, что может привести к пропуску дефектов.
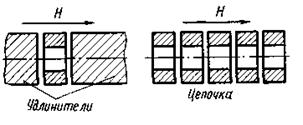
При контроле ОК, имеющих малое отношение длины к диаметру, влияние размагничивающего фактора приводит к тому, что напряженность поля в ОК оказывается меньше напряженности, создаваемой соленоидом. Снижение напряженности поля приводит к пропуску дефектов. Влияние размагничивающего фактора можно не учитывать только при намагничивании длинных деталей. Ослаблением напряженности поля можно пренебречь лишь при > 30. Для предотвращения влияния размагничивающего фактора применяют удлинители или собирают детали в цепочки (рис. 43). Намагничивание и обработка суспензией производится без разъема цепочек, а осматривают каждую деталь отдельно.

Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
6.2. Введены в действие с 25 декабря 2006 года | МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ О ПОРЯДКЕ ПРОВЕДЕНИЯ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ТЕХНИЧЕСКИХ УСТРОЙСТВ И СООРУЖЕНИЙ, ПРИМЕНЯЕМЫХ И ЭКСПЛУАТИРУЕМЫХ НА ОПАСНЫХ ПРОИЗВОДСТВЕННЫХ ОБЪЕКТАХ
6.2. Намагничивание объекта контроля
6.2. Намагничивание объекта контроля 
6.2.1. Используют три вида намагничивания: продольное (полюсное); циркулярное; комбинированное. Способы и схемы намагничивания при проведении магнитопорошкового контроля приведены на рис. 1.
Рис. 1. Виды, способы и схемы намагничивания
объектов контроля
1. При комбинированном намагничивании намагничивающий ток для циркулярного и полюсного намагничивания определяют по приведенным в настоящих Методических рекомендациях формулам.
2. Допускается устанавливать режим намагничивания экспериментально на образце с дефектами, представляющим собой объект контроля или его часть.
6.2.2. Продольное (полюсное) намагничивание осуществляют с помощью соленоидов, электромагнитов или устройств на постоянных магнитах.
При продольном намагничивании преимущественно обнаруживаются дефекты поперечной ориентации. Выявление продольных дефектов не гарантируется.
6.2.3. Циркулярное намагничивание осуществляют путем пропускания тока по контролируемому объекту или по центральному проводнику (стержню, кабелю), проходящему через сквозное отверстие в объекте. Рекомендуется размещать стержень по оси этого отверстия. Допускается проводить намагничивание одновременно нескольких деталей, надетых на стержень.
При циркулярном намагничивании преимущественно обнаруживаются дефекты продольной ориентации и радиально направленные дефекты на торцевых поверхностях объектов. Выявление поперечных дефектов не гарантируется.
6.2.4. При необходимости выявления дефектов различного направления объекты контролируют, намагничивая в двух или более направлениях, а также применяют комбинированное намагничивание.
6.2.5. Циркулярное намагничивание при контроле внутренних поверхностей объектов проводят путем пропускания тока по вставленному в отверстие стержню, покрытому изоляционным материалом.
Продольное намагничивание таких объектов выполняют с применением соленоида, вставляемого во внутреннюю полость объектов.
6.2.6. При последовательном намагничивании объекта продольным, а затем циркулярным полем промежуточное размагничивание не проводят, если остаточная намагниченность не оказывает влияние на последующие операции контроля.
6.2.7. Намагничивание объектов проводят полем постоянного, выпрямленного, переменного или импульсного тока. При намагничивании переменным или импульсным полем намагничивается только поверхностный слой объекта контроля, что позволяет выявить только поверхностные дефекты. При намагничивании постоянным током намагничивается поверхностный и подповерхностный слои, что позволяет выявлять как поверхностные, так и подповерхностные дефекты (на глубине до 2 мм).
6.2.8. При магнитопорошковом контроле применяют два способа контроля: способ остаточной намагниченности (СОН) и способ приложенного поля (СПП).
6.2.9. Способ остаточной намагниченности применяют, если коэрцитивная сила материала объекта составляет более 9,5 А/см (12 Э).
6.2.10. При необходимости улучшения выявляемости дефектов способом остаточной намагниченности при намагничивании с применением соленоида рекомендуется использовать источник питания, обеспечивающий при выключении уменьшение намагничивающего тока от максимального значения до нуля за время не более 5 мс.
6.2.11. При контроле СОН режим намагничивания объектов (значение намагничивающего тока или напряженность магнитного поля) выбирают так, чтобы напряженность поля соответствовала техническому магнитному насыщению материала. В обоснованных случаях допускается применять поле меньшей напряженности. Магнитные свойства некоторых сталей приведены в Приложении N 10.
6.2.12. При контроле с применением СОН ток циркулярного намагничивания рассчитывают по максимальному диаметру контролируемого объекта или по максимально удаленным зонам от оси контролируемого объекта.
6.2.13. При применении СПП для объектов, у которых различные участки резко отличаются друг от друга по сечению, контроль следует проводить в два или более приемов, подбирая в каждом случае ток циркулярного намагничивания соответственно размеру (диаметру) объекта в контролируемых зонах.
6.2.15. При комбинированном намагничивании обеспечивается возможность одновременного обнаружения различно ориентированных дефектов.
6.2.16. Комбинированное намагничивание осуществляют путем наложения на объект контроля двух или более различно направленных магнитных полей.
При комбинированном намагничивании используют:
— переменные синусоидальные, выпрямленные одно- или двухполупериодные магнитные поля, постоянное магнитное поле в сочетании с каким-либо переменным;
— продольное намагничивание с помощью соленоидов или электромагнитов постоянного тока в сочетании с циркулярным намагничиванием переменным током;
— однополупериодные выпрямленные магнитные поля, сдвинутые по фазе на 120 градусов.
6.2.17. При невозможности одновременного намагничивания всего объекта (например, при контроле объектов больших размеров или сложной формы) намагничивание с последующим выполнением других операций контроля следует проводить по отдельным участкам. Для этого, как правило, используют выносные намагничивающие средства: выносные электроконтакты, приставные электромагниты, устройства на постоянных магнитах, витки гибкого кабеля, накладываемые на намагничиваемые участки объекта, разъемные соленоиды и другие средства.
6.2.19. При контроле объектов с большим размагничивающим фактором, имеющих отношение длины к корню квадратному из площади поперечного сечения (или максимальному размеру поперечного сечения) менее 5, при полюсном намагничивании в разомкнутой цепи составляют объекты контроля в цепочки, размещая торцевыми поверхностями друг к другу, либо применяют удлинительные наконечники, либо используют переменный намагничивающий ток с частотой 50 Гц и более или импульсный ток.
Площадь соприкосновения деталей, составленных в цепочки, должна быть не менее 1/3 площади их торцевых поверхностей.
6.2.20. Значение тока при циркулярном намагничивании определяют в зависимости от требуемого значения тангенциальной составляющей напряженности магнитного поля на контролируемой поверхности, формы и размеров сечения объектов контроля по формулам, приведенным в п. 6.2.22 и в Приложении N 11.
6.2.21. Значение намагничивающего тока допускается определять и проверять экспериментально следующими способами:
— по выявлению естественных дефектов на контрольных образцах, которые представляют собой проверяемые объекты (или их участки) с трещинами минимального раскрытия в проверяемых зонах;
— по выявлению искусственных дефектов на контрольных образцах, представляющих собой проверяемые объекты с дефектами;
— по установлению заданного значения тангенциальной составляющей магнитного поля на проверяемых объектах в зонах контроля, определяемой с применением приборов измерения напряженности магнитного поля.
Применение контрольных образцов в виде пластин, стержней, дисков и т.п., в том числе образцов с трещинами минимальных размеров, для определения режимов намагничивания объектов контроля другой формы и размеров не допускается.
6.2.22. Расчетное значение тока I в амперах для циркулярного намагничивания деталей относительно простого сечения определяют по формулам:
— для бруска прямоугольного сечения шириной b и толщиной h, мм:
Способы намагничивания деталей




![]()
![]()

Различают три способа намагничивания: полюсное, циркулярное и комбинированное.
Полюсным намагничиванием создают продольное магнитное поле (вдоль детали). Деталь помещают между полюсами электромагнита (постоянного магнита) или в магнитное поле соленоида. Это намагничивание применяют для выявления дефектов, расположенных перпендикулярно к продольной оси детали или под углом к ней не менее 20-25°.

Циркулярнымнамагничиванием создают магнитное поле, магнитные силовые линии которого расположены в виде замкнутых концентрических окружностей. Через деталь пропускают электрический ток. При необходимости обнаружения дефекта на внутренней цилиндрической поверхности ток пропускают через стержень или кабель из немагнитного материала (медь, латунь, алюминий), помещенный в отверстие детали. Это намагничивание служит для нахождения дефектов, расположенных вдоль продольной оси детали или под небольшим углом к ней.
Комбинированное намагничивание заключается в одновременном воздействии на деталь двух взаимно перпендикулярных магнитных полей. В результате их сложения образуется результирующее магнитное поле, величина и направление которого зависят от вектора магнитной напряженности каждого из слагаемых. Для получения комбинированного магнитного поля обычно через деталь пропускают электрический ток, создавая в ней циркулярное магнитное поле, и одновременно помещают в соленоид (или электромагнит), создавая продольное магнитное поле.
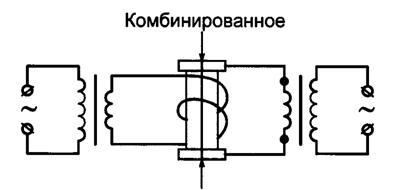
Магнитные силовые линии результирующего поля направлены по винтовым линиям к поверхности изделия, что позволяет обнаруживать дефекты разной направленности.
В магнитном поле или в поле остаточной намагниченности выявляют дефекты с помощью магнитного порошка или суспензии. В магнитном поле определяют дефекты деталей, изготовленных из магнитомягких материалов (ст. 3, сталь 10, сталь 20 и др.), обладающих небольшой коэрцитивной силой (напряженностью магнитного поля, необходимого для полного размагничивания материала).
При контроле в поле остаточной намагниченности деталь предварительно намагничивают и после снятия намагничивающего поля определяют дефект. Этот способ применяют для деталей, изготовленных из магнитожестких материалов— легированных и высокоуглеродистых сталей, подвергнутых термообработке. Его преимущество заключается в простоте и универсальности визуального контроля и отсутствии прижогов на деталях в местах контакта с электродами дефектоскопа.
Комбинированное намагничивание проводят только в приложенном магнитном поле, а циркулярное и полюсное — в приложенном поле и в поле остаточной намагниченности.
Для намагничивания деталей может быть использован как переменный, так и постоянный ток. Переменный ток служит для нахождения поверхностных дефектов и размагничивания деталей. Действие магнитного поля переменного тока ограничивается поверхностными слоями изделия.
Постоянный ток применяют для выявления подповерхностных дефектов. Создаваемое им магнитное поле однородно и проникает достаточно глубоко в деталь.
Для определения дефекта большое значение имеет правильный выбор напряженности магнитного поля. Чрезмерно большая напряженность приводит к осаждению магнитного порошка по всей поверхности изделия и появлению «ложных» дефектов, а недостаточная— к снижению чувствительности метода.
Для индификации дефектов применяют ферромагнитные порошки с большой магнитной проницаемостью и малой коэрцитивной силой. Порошок магнетита (Ге304) черного или темно-коричневого цвета используют для контроля деталей со светлой поверхностью, а порошок оксида железа (Ре203) буро-красного цвета — с темной поверхностью. Зернистость порошка существенно влияет на обнаружение дефектов и должна быть 5-10 мкм.
Магнитную суспензию приготавливают, используя керосин, трансформаторное масло, смесь минерального масла с керосином и водные растворы некоторых веществ. На 1 л жидкости добавляют 30-50 г магнитного порошка.
После контроля все детали, кроме бракованных, размагничивают. Восстановление неразмагниченных деталей механической обработкой может привести к повреждению рабочих поверхностей из-за притягивания стружки. Не следует размагничивать детали, подвергающиеся при восстановлении нагреву сварочно-наплавочными и другими способами до температуры 600-700 °С.

Детали размагничивают, воздействуя на них переменным магнитным полем, изменяющимся от максимального значения напряженности до нуля.
Крупногабаритные детали (коленчатые и распределительные валы и др.) размагничивают, пропуская через них ток, постепенно уменьшая его значение до нуля. Детали с отношением длины к ширине, равным более пяти, размагничивают перемещением их через открытый соленоид.
Короткие изделия с большим поперечным сечением размагничиваются плохо. Поэтому их предварительно соединяют в пакет и располагают вдоль оси соленоида.
Степень размагниченности контролируют, осыпая детали стальным порошком. У хорошо размагниченных деталей порошок не должен удерживаться на поверхности. Для этих же целей применяют приборы ПКР-1, снабженные феррозондовыми полюсоискателями.
Ультразвуковой метод — разновидность акустических методов контроля дефектов. Метод основан на свойстве ультразвуковых колебаний (волн) прямолинейно распространяться в однородном твердом теле и отражаться от границ раздела сред с различными акустическими сопротивлениями, в том числе нарушенной сплошности материала (трещин, раковин, расслоений и др.).
Ультразвуковой метод контроля использует законы распространения, преломления и отражения упругих волн частотой 0,524 МГц. При наличии дефектов в металле поле упругой волны изменяет в окрестностях дефекта свою структуру. Этот метод контроля позволяет выявить мелкие дефекты до 1 мм.
 Существуют несколько методов ультразвуковой дефектоскопии. Наибольшее распространение получили теневой и импульсный методы. Для возбуждения упругих колебаний в различных материалах наибольшее распространение получили пьезоэлектрические преобразователи, которые представляют собой пластину из монокристалла кварца или из пьезокерамических материалов, на поверхность которых наносят тонкие слои серебра.
Существуют несколько методов ультразвуковой дефектоскопии. Наибольшее распространение получили теневой и импульсный методы. Для возбуждения упругих колебаний в различных материалах наибольшее распространение получили пьезоэлектрические преобразователи, которые представляют собой пластину из монокристалла кварца или из пьезокерамических материалов, на поверхность которых наносят тонкие слои серебра.
Рис. 31. Схема импульсного ультразвукового дефектоскопа:
Схема импульсного ультразвукового дефектоскопа может быть представлена в виде, показанном на рис. 31.
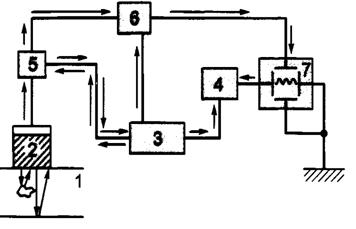
Теневой метод основан на сквозном прозвучивании. При теневом методе ультразвуковые колебания (УЗ К) вводятся в деталь с одной стороны, а принимаются с другой От генератора 6 электрические импульсы ультразвуковой частоты поступают к пьезоэлектрическому излучателю 5, преобразующему их в ультразвуковые колебания. Импульсы проходят через деталь4. Если деталь не имеет дефекта, то УЗК достигнут пьезоприемника 3. УЗК преобразовываются в электрические импульсы и усиливаются в усилителе 2, после чего они попадают в индикатор 1, стрелка которого отклонится (рис. 6.9,) 
Рис. 6.9. Схема ультразвукового контроля деталей теневым методом: а —без дефекта; б— с дефектом; 1— индикатор; 2— усилитель; 3— пьезоприемник; 4 —деталь; 5 — излучатель; 6 —генератор; 7 — дефект
При отсутствии в детали дефектов колебания, прошедшие через нее, будут восприняты и преобразованы в электрический сигнал пьезоприемником, усилены усилителем 2 и поданы на индикатор (электронно-лучевую трубку осциллографа) почти без изменений амплитуды. Ели на пути пучка УЗК встречается дефект, то амплитуда на экране прибора будет меньше исходного значения. Мощность воспринятого сигнала зависит от площади сечения пучка колебаний, площади сечения дефекта и глубины его залегания. В случае, если дефект полностью перекроет пучок, показания прибора будут равны нулю.
Недостаток этого метода заключается в необходимости доступа к изделию с двух сторон, что не всегда возможно, а также в необходимости синхронного перемещения пьезоизлучателя и пьезоприемника по поверхности детали.
Если на пути УЗК встретится дефект 7 (рис. 6.9, б), то посланные излучателем УЗК отразятся от дефекта и не попадут на приемник, поскольку он находится в звуковой тени. Стрелка индикатора 1 не будет отклоняться от нулевого положения. Этот метод используют при контроле деталей небольшой толщины. Недостаток метода — это необходимость двухстороннего доступа к контролируемой детали.
Импульсный метод контроля основан на явлении отражения УЗКот границы раздела веществ. Высокочастотный генератор импульсного дефектоскопа (рис. 6.10) вырабатывает импульсы определенной длины, которые направляются преобразователем в контролируемую деталь. После отражения импульс возвращается к преобразователю, который в это время переключается на прием, оттуда отраженный импульс через усилитель поступает на экран электронно-лучевой трубки (ЭЛТ).

Рис. 6.10. Структурная схема импульсного ультрозвукового дефектоскопа: 1— контролируемая деталь; 2— дефект; 3— преобразователь; 4— усилитель; 5 — генератор; 6— синхронизатор; 7 — блок развертки; / — III— импульсы соответственно зондирующий, от дефекта, донный; В —относительный размер дефекта; к— толщина детали; а —глубина расположения дефекта
Работой высокочастотного генератора управляет синхронизатор, который формирует частоту следования импульсов. Кроме того, синхронизатор запускает блок развертки. Частота следования высокочастотных импульсов устанавливается с таким расчетом, чтобы в зависимости от размеров детали отраженный импульс приходил к преобразователю раньше посылки следующего импульса. Длительность импульса должна составлять не менее одного периода колебаний.
При отсутствии дефекта в детали на экране ЭЛТ будет два импульса (зондирующий и донный), расстояние между которыми соответствует толщине детали. Если внутри детали имеется дефект, то между зондирующим и донным импульсами появится импульс, отраженный от дефекта (см. рис. 6.10). Расстояние между зондирующим импульсом и отраженным от дефекта определяет глубину расположения дефекта. Чем больше дефект, тем больше акустической энергии от него отразится, тем больше будет амплитуда импульса, отраженного от дефекта. По этой амплитуде можно определить относительный размер дефекта.
Достоинства метода: односторонний доступ к детали; возможность определения размеров и расположения дефекта по глубине; высокая чувствительность. Недостаток метода — это наличие «мертвой» зоны, которая представляет собой неконтролируемый поверхностный слой, из-за которого на экране ЭЛТ отраженный от дефекта импульс совпадает с зондирующим импульсом.
Для ультразвукового контроля используют дефектоскопы УДМ-3, УДЦ-100, УДЦ-105М, ДУК-66, УЗД-НИИМ-5, УЗД-7Н, УД-10П, УД-11ПУ и др.



